Jouw sensorvraagstuk of uitdaging, noemen wij onze challenge. De weg naar de sensoroplossing die jij écht nodig hebt, raakt drie belangen: kosten, kwaliteit en levertijd. Deze gaan nooit hand in hand met elkaar. Hoe vinden wij samen met jou dat compromis? Met onze manier van werken, afkomstig uit de automotive branche, brengen wij risico’s in kaart en beheersen deze. Dit is hoe wij de kwaliteit van jouw eindproduct bewaken, en dit afwegen tegen kosten en doorlooptijd. Een samenwerking met jou als klant is hierbij onmisbaar!

Als (R&D) Engineer heb jij vaak al een mogelijke oplossing voor ogen. Maar is dit voor jou de allerbest passende oplossing? Misschien past een andere techniek beter in jouw applicatie, en is deze zelfs lager geprijsd.
Ook als Buyer wil je graag duidelijkheid over prijs, levertijd en kwaliteit. In onze manier van werken staat het signaleren en beheersen van risico’s centraal. Zó bewaken wij kwaliteit en zorgen wij voor een voorspelbare logistieke keten.
Verderop ontdek je de 5 fases van challenge naar jouw sensoroplossing.
Balans tussen belangen
Naast het evenwicht tussen kosten, kwaliteit en levertijd, is het ook belangrijk om een balans te vinden tussen klantbelang, leveranciersbelang en het Sentech-belang. Hermen Kobus, Operations Director bij Sentech legt uit: “Als belangen te ver uit elkaar liggen, kan het moeilijk zijn om bij elkaar te komen. Je bekijkt wat je kunt doen om elkaar wel te begrijpen. Als het uiteindelijk niet werkt, moet je zo eerlijk zijn om niet met elkaar verder te gaan”.
Zelfs op intern niveau spelen er uiteenlopende belangen. Kobus vult zijn verhaal aan: “Een Engineer wil altijd tot de beste oplossing te komen, omdat hij denkt vanuit technisch belang. Als iets goed is, zal hij alsnog zeggen: ‘Het kan beter’. Nadat de Engineer opnieuw veel uren spendeert in de ontwikkeling van het product, wordt het waarschijnlijk iets beter, maar ook onnodig duurder”.
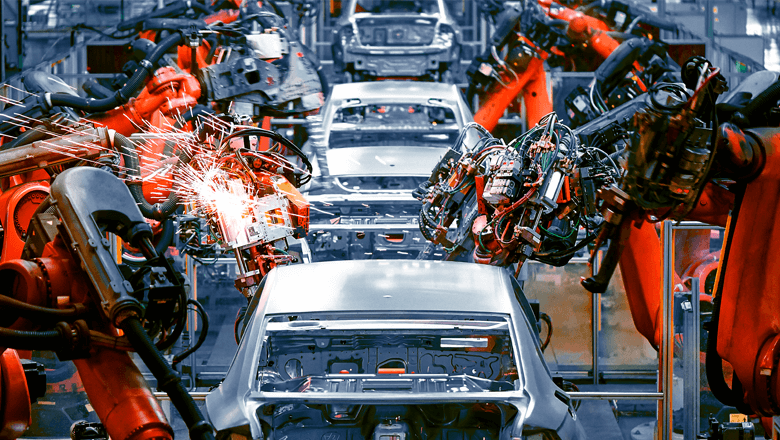
Autofabrikanten werken graag met bedrijven die IATF 16949 gecertificeerd zijn. Bovendien helpt deze norm om werkprocessen efficiënt en effectief in te richten.
Optimale werkprocessen
Samen met jou, brengen wij in kaart wat voor jou echt belangrijk is. Dit doen wij met onze werkprocessen, die zijn gebaseerd op de hoge kwaliteitsnormen van IATF 16949 (voorheen ISO TS 16949). Deze strenge normen bewaken wij met het ontwikkelproces APQP (Advanced Product Quality Planning).
Dit model is in de automotive branche door Ford, Chrysler en General Motors ontwikkeld om nieuwe producten op de afgesproken tijd en tegen de begrote kosten op te leveren. Door het volgen van de fases volgens APQP, brengen wij risico’s in kaart en beheersen deze.
Documenten in begrijpbare taal
APQP-documenten zijn in basis ingewikkeld om mee te werken. Er worden termen gebruikt die niet iedereen kent. Wij hebben dit model eenvoudiger gemaakt, zodat alle partijen hiermee efficiënt kunnen werken. Documenten en templates voor de processen zijn in begrijpbare taal geschreven.
Stappen schalen, nooit overslaan
Soms is het niet efficiënt om alle stappen van APQP uitgebreid te volgen. Afhankelijk van jouw verwachtingen op basis van kwaliteit, tijd en prijs, is het mogelijk om bepaalde stappen te schalen. Vanuit de gedachte ‘scale don’t skip’ slaan wij nooit stappen over, omdat wij altijd alle risico’s afwegen.
“Bij iedere processtap, vragen wij onszelf in een multidisciplinair team af: ‘Gaan we deze stap volledig doen of kunnen we hem op een snellere manier doen?’. Wetende dat daar risico aan hangt”, aldus de Operations Director. Wij brengen de risico’s in kaart en wegen deze af tegen de kwaliteitsnormen die voor jou belangrijk zijn.
Als bijvoorbeeld de lengte van een product van belang is, dan is een ingangscontrole op afmeting zinvol. Kobus vult aan: “Op het moment dat ik bij de ingangscontrole al afvang dat het product te lang of te kort is, ga ik daar niet per ongeluk werk instoppen en het naar de klant sturen. Dat kost geld. Bovendien zijn er al uren aan besteed. Alles voor kwaliteitsborging. Je moet wel samen beslissen of het risico hoog is of niet”.
“Als wij alle risico’s kennen, worden we er nooit door verrast.” – Hermen Kobus, Operations Director bij Sentech
In 5 fases van challenge naar sensoroplossing
Op basis van APQP doorlopen wij in een project 5 fases. Door het volgen van de fases, brengen wij risico’s tijdig aan het licht en maken deze beheersbaar. Zo ontvang jij jouw sensoroplossing tegen de afgesproken kwaliteit, prijs en doorlooptijd.
Fase 0: Probleemvraag in kaart brengen
Jij als Engineer komt in contact met ons, omdat je een bepaalde sensoroplossing nodig hebt. Misschien heb je al een mogelijke oplossing in gedachten. Maar is dit wel de beste oplossing voor jouw probleem?
Door het stellen van kritische vragen en door doorvragen, brengt ons Accountteam samen met jou in kaart wat jij écht nodig hebt.
Het belang van doorvragen
Kritische vragen stellen en doorvragen is belangrijk om risico’s inzichtelijk te maken. Zoals wanneer de klant vraagt om een waterdichte sensor. Waterdicht kent uiteenlopende gradaties: van regenwaterdicht (IP X3) tot drukwaterdicht (IP X8).
Door in deze situatie door te vragen, weten wij wat de klant bedoelt met waterdicht. De keuze hierin heeft ook invloed op de prijs.
Kobus geeft een voorbeeld waarbij de prijs een grote rol speelt: “De klant zegt ‘Ik wil een druksensor’ maar het blijkt dat hij een drukswitch nodig heeft. Dat klinkt misschien als een klein verschil. In kosten is er een groot verschil, want een sensor kan duurder zijn dan een switch”.
Als wij een product leveren dat voldoet aan alle specificaties, maar niet past in jouw toepassing, hebben wij het niet goed gedaan.
Jouw challenge bespreken
Fase 0 eindigt met een open up meeting met het volledige projectteam: Sales, RD&E (Research & Development en Engineering), Supply Chain, Quality, Finance en Production. Hier pitchen wij de probleemvraag, en stellen de sensorexperts samen een oplossing voor. Dit leggen wij vast in het Product Initiatie Document (PID).

Fase 1: Haalbaarheid en offering
Sales draagt de verantwoordelijkheid over aan RD&E. In deze fase onderzoeken onze Project- en Production Engineers de haalbaarheid en capaciteit van een project.
Capaciteit
Kunnen en willen we het maken staat centraal bij capaciteit. De Operations Director geeft als voorbeeld: “Gaan we 100.000 producten maken, met een assemblagetijd van 20 minuten per stuk? Dat heeft gevolgen voor onze capaciteit. Misschien hebben we daar extra personeel voor nodig”.
Technische en financiële haalbaarheid
Ook onderzoeken wij de technische haalbaarheid. De klant vraagt bepaalde specificaties. Kunnen wij dat maken? Is dat technisch haalbaar? Bij de financiële haalbaarheid bekijken onze sensorexperts samen met het Accountteam of we het product kunnen maken voor de besproken prijs.
Fase 2: Productdesign en ontwikkeling
Kobus: “Nadat wij de opdracht hebben ontvangen kunnen wij de concept projectplanning uitzetten”. In deze fase wordt de doorlooptijd concreet: wij maken inzichtelijk wanneer welke projectresultaten worden opgeleverd, afgestemd op jouw behoefte. Projectresultaten lopen uiteen van documenten, tekeningenpakket tot samples of prototypes.
Prototype
Met een prototype laten wij jou als (R&D) Engineer een functioneel werkend product zien. Het prototype is nog niet gemaakt met de uiteindelijke middelen. Bijvoorbeeld als het uiteindelijke product moet worden gespuitgiet.
“Dit is te duur om dat voor één stuk te doen. In dat geval printen we de behuizing met een 3D-printer. Daarom kan het materiaal en de kleur afwijken. Het geeft de klant tussentijds een indruk van hoe het product gaat worden. Hij kan er wel testjes mee doen: is dit hetgeen wat ik wil”, licht Kobus toe.
Design risico’s beheersen
Het afvangen van design risico’s doen we met het Design Failure Mode Effects Analysis (DFMEA). Risico’s prioriteren we op basis van Risk Priority Number (RPN). De hoogste RPN’s pakken wij sowieso aan om risico’s te verkleinen.
Kobus schetst een voorbeeld: “Het component is zodanig gevoelig voor trillingen, dat we verwachten dat het bij trillingen in die machine gaat afbreken. Als het risico te hoog is, bedenken wij een actie om dat risico te verkleinen. De beschrijving hiervan komt terug in het Control Plan”.
Critical to quality
In deze fase draait het om product design. Hierbij gaat het om tekeningen en software die erin moet. Los van de tekeningen heb je het ook over kritische maten. “Zoals bij het ontwikkelen van een load pin. De klant gebruikt die pin in een versnellingsbak. Er komen tandwielen over de pin, dus de passing heeft een bepaalde maattolerantie. Ook mag de pin niet licht doorbuigen. We beschrijven hier de kritische maten, oftewel wat ‘critical to quality’ is”, voegt de Operations Director toe.
Fase 3: Procesdesign en ontwikkeling
Nu start het inrichten van het proces om de serie te produceren en assembleren. Aandachtig bewaken wij de kwaliteit, zoals is vastgesteld in de voorgaande fases. Details die ‘critical to quality’ krijgen extra aandacht in dit proces.
Proces risico’s beheersen
Alle proces gerelateerde risico’s worden afgevangen in het Proces Failure Mode Effects Analysis (PFMEA). Zoals wat er mis kan gaan als componenten bij ons binnenkomen in relatie tot de afspraken met onze leveranciers.
Kobus schetst een voorbeeld: “We hebben het risico genomen om zaken te doen met een leverancier, die een levertijd tussen de drie en de vijf weken heeft. Maar we moeten aan onze eindklant iedere twee weken 200 sensoroplossingen leveren. Dan kan in het Proces FMEA naar voren komen dat we een grotere voorraad moeten aanleggen van producten van die leverancier. Zo hebben wij een buffer als de leverancier te laat levert.”
Meetsysteem analyse
Met Measurement System Analysis (MSA) brengen we de betrouwbaarheid en reproduceerbaarheid van onze meetsystemen in kaart. We beheersen de variatie van onze meetsystemen, zodat bij iedere meting de kwaliteit van jouw eindproduct gelijk is. Ook als meerdere Assembly Engineers gegevens van hetzelfde meetsysteem aflezen.
“Wij maken hier producten, waarbij het uitmaakt op welk moment van de dag wij meten. ’s Ochtends is het kouder dan ‘s middags. Soms is het dus belangrijk dat de assemblage onder een vaste temperatuur plaatsvindt”, aldus Kobus.
Overdracht naar Production
Voor een geslaagde overdracht van Engineering naar Production, maken wij een werkinstructie voor jouw sensoroplossing. Daarnaast leert de Project Engineer de Assembly- en Test Engineers hoe ze het product moeten assembleren en testen.

Fase 4: Product- en procesvalidatie
Nu de mensen zijn getraind, beginnen we in de validatiefase met het produceren van een kleine serie, bijvoorbeeld 20 stuks. Met aandacht zorgen wij dat jouw eindproduct voldoet aan de gewenste kwaliteitseisen. Ook toetsen we de haalbaarheid, om de exacte doorlooptijd en prijs vast te stellen.
Haalbaarheid in tijd
Als je 100 sensoroplossingen per week moet maken, wil je weten of dat tijdtechnisch haalbaar is. De Operations Director legt uit: “We timen hoelang we er precies over doen. Zo weten we hoeveel stuks we per week kunnen maken en dat de kosten van de laatste calculatie gedekt zijn”.
Kwaliteit bewaken
Bij een Statistical Process Control (SPC) stellen we de grenzen voor kwaliteit vast: hoeveel mag de kwaliteit afwijken? Met een regelkaart controleren we kwaliteitseisen die voor jouw product belangrijk zijn.
Kobus vult aan: “Bijvoorbeeld als de lengte van een product van belang is, stellen we vast hoeveel deze lengte mag afwijken. Dat controleren we met een regelkaart en testtool. Alles buiten de norm valt af”.
Lessons learned meeting
Fase 4 ronden we af met een ‘lessons learned meeting’. Alle betrokken teamleden komen hier samen, ook jij als (R&D) Engineer schuift aan. We bespreken wat er goed ging, wat er minder goed ging en wat we de volgende keer anders moeten doen.
“Het komt voor dat we een vibratietest in fase 4 hebben gedaan, maar achteraf gezien beter in fase 2 hadden kunnen doen”, geeft Kobus als voorbeeld. “Zo verbeteren we continu onze werkprocessen.”
Start serieproductie
Nu weten we tot in detail hoe wij jouw sensoroplossing moeten maken, en waar we rekening mee moeten houden. Ook is er nu zekerheid over de doorlooptijd en prijs. Op basis van deze gegevens stellen wij de offerte op voor de serieproductie.
Nadat wij jouw order ontvangen, start de afdeling Production met de serie-assemblage van jouw sensoroplossing.
Supply chain beheersen
Kwaliteit en het selecteren van de juiste leverancier gaan hand in hand met elkaar. Kobus voegt hieraan toe: “Een leverancier levert mij kwalitatieve producten, met een afgesproken ppm-level van 6.000. Dus 6.000 parts per million mogen fout zijn. Onze klant vraagt voor zijn eindproduct 30 ppm. Dan doe ik liever zaken met een leverancier die mij wel 30 ppm kan leveren. Ook als die leverancier iets duurder is”.

Het spanningsveld tussen Sales en Engineering
De belangen van Sales en Engineering liggen soms ver uit elkaar in een project. Sales wil flexibiliteit bieden voor de klant en Engineering houdt zich vast aan de processen, om kwaliteit te bewaken.
Als een klant vraagt om een product sneller te leveren, voert Sales de druk op bij Engineering om dit waar te maken. Omdat de verantwoordelijkheid voor kwaliteit bij Engineering ligt, volgen zij strak het proces. Deze processtappen kosten tijd, en dat snijdt soms de belangen van Sales.
Door dit spanningsveld vinden de teams een middenweg tussen flexibiliteit en doorlooptijd. Zij ontwikkelen hierdoor op een efficiënte manier de sensorassemblages, mét aandacht voor kwaliteit en kosten.
Integreer jouw sensoroplossing met succes!
Tijdens een sensorintegratieproject weeg jij steeds drie belangen af: kosten, kwaliteit en levertijd. Het kan een uitdaging zijn om hierin de juiste keuzes te maken. Wat zijn de risico’s en consequenties van mijn keuze? Is de technologie die ik gedachten heb, wel de juiste oplossing voor mijn toepassing?
Scrol door ons gratis e-book voor de antwoorden hierop. Ook lees je praktische voorbeelden van veel voorkomende sensorvraagstukken en oplossingen.
Verdiep jezelf in de wereld van succesvolle sensorintegratie en download direct het e-book.

Een optical encoder meet contactloos posities, lengtes en verplaatsingen. Vaak worden ze ingezet als feedback loop op de positionering in een besturing van een machine. Deze positiesensor werkt op basis van licht en een liniaal met een reflectiepatroon. Ze positioneren met een lage resolutie, tot wel 1,2 nm nauwkeurig! Bovendien heeft deze technologie een laag stroomverbruik, waardoor de optical encoder geschikt is voor toepassingen in vacuüm omgevingen.
Je wil een verplaatsing maken in een machine. Met een encoder weet je waar het object is, en welke afstand het object moet afleggen om op de gewenste positie te komen. Vraagt jouw toepassing om positiecontrole met een lage resolutie en hoge snelheden?
Ook als het gaat om een vacuüm omgeving, kan de optical encoder de uitkomst zijn. Lees alles over de mogelijkheden van deze positiesensor.
Hoe werkt een optical encoder?
Zoals bij magnetische en inductieve encoders, werken ook optical encoders met een liniaal. Bij optische technologie bestaat de liniaal uit een patroon van reflectoren, oftewel de lichtgevoelige laag. Als een object beweegt, wordt de encoder verplaatst over de liniaal. Deze linialen zijn er in zowel rechte als ronde uitvoeringen.
Peter Verstappen, Account Manager bij Sentech legt uit: “De zender van een optical encoder is een lichtbron. Vaak is dit een VCSEL, een stuk silicium dat licht geeft. Zodra de liniaal wordt verlicht door de zender, weerkaatst het patroon van reflectoren het licht terug naar de ontvanger. Hieruit ontstaat een golfbeweging, een amplitude. Deze beweging wordt omgezet in een sinus en een cosinus, die worden vertaald naar een signaal. Dit signaal vertelt de besturing van een motor wat de werkelijke positie is van een object.”
Feedback loop op positionering
Encoders worden vaak gebruikt als feedback loop op de positioning in een machine. Hoe ziet zo een positiecontrole eruit?
“Een motor krijgt de opdracht om een object van A naar B te verplaatsen. Om te weten waar het object zich bevindt in de beweging tussen A en B, heb je een meting nodig. Deze meting is de feedback loop naar de besturing van de motor. Als de besturing van de motor weet waar het object is, kan de motor de juiste hoeveelheid vermogen leveren om het object op de gewenste positie te brengen”, aldus Verstappen.
Incrementeel of absoluut
Optical encoders zijn verkrijgbaar als incrementele en absolute systemen. Wat is het verschil tussen deze twee soorten encoders?
Incrementele encoders
Een incrementele encoder meet stap voor stap. Ze meten namelijk de verandering en richting van de beweging. Bij het opstarten moet een incrementeel systeem ‘homen’ om de index – oftewel de nulpositie – te vinden.
Absolute encoders
Een absolute encoder geeft direct de werkelijke positie. Dit encodertype hoeft niet te ‘homen’. Het systeem ziet iedere positie als een uniek signaal.
Ten opzichte van incrementele encoders, zijn absolute encoders complexer en hebben en hogere latentiewaarde, waardoor er een vertraging is in de dataoverdracht.
Als componentgrootte een grote rol speelt, is precieze plaatsing van groot belang. Hierbij is ook de plaatsingssnelheid cruciaal. Zo kan je eindproducten met concurrerende prijzen aanbieden.
5 voordelen van een optical encoder
- Erg nauwkeurigMet een resolutie tot 1,2 nm zijn optical encoders één van meest nauwkeurige meetsystemen op het gebied van positioneren.
- Kleine bouwvormDoor de kleine bouwvorm, is de optical encoder gemakkelijk te integreren in compacte machines. Zo zijn er behuizingen verkrijgbaar van 9 x 7 x 1,2 mm.
- Hoge snelhedenDankzij zijn geavanceerde techniek, zijn optical encoders geschikt voor toepassingen met hoge snelheden. Van 3 meter per seconde bij instapsystemen en 10 meter per seconde bij geavanceerde systemen.
- Geschikt in vacuümOmdat de lichtbron van de optical encoder een VCSEL is, hebben ze minder stroom nodig waardoor ze veel minder warm worden. Dit maakt deze technologie ook geschikt voor vacuüm omgevingen.
- Ongevoelig voor elektronische storingenZe zijn ongevoelig voor elektronische storingen van buitenaf. Optische systemen werken namelijk met een gebalanceerd A en B signaal. Als dit signaal wordt verstoord, blijven de verschillen tussen het A en B signaal in stand. Hierdoor blijft er een goed signaal over.
Wanneer gebruik je een encoder?
Voordat je een specifiek type encoder selecteert, is het belangrijk om te weten wat een encoder doet. Met een encoder meet je posities, lengtes en verplaatsingen. Ze worden vaak gebruikt om een positie te controleren, oftewel als terugkoppel lus of feedback loop op de positionering in een besturing van motor of machine.
Afhankelijk van de eisen en omgevingsfactoren, bepaal je welk type encoder het beste past in jouw toepassing. Zo past een inductive encoder of magnetische encoder beter bij een vervuilde omgeving.

Optical encoders van Celera Motion met MicroE-technologie zijn gebouwd van materialen die geschikt zijn voor vacuüm omgevingen.
Positiecontrole in vacuüm
In vacuüm omgevingen zijn geen luchtmoleculen. Zonder luchtmoleculen, kunnen elektronica systemen hun warmte niet of moeilijk kwijt. “Voor optical encoders met een lens betekent dit dat ze te warm worden, waardoor ze snel kapotgaan. Omdat de MicroE-encoders een VCSEL bevatten, verbruiken ze minder stroom én worden ze veel minder warm. Dit maakt deze encoder geschikt voor vacuüm omgevingen”, legt Verstappen uit.
Wil je toch een systeem gebruiken die te warm wordt voor een vacuüm ruimte? Verbind het systeem met een geleidend materiaal. Dit is de enige manier om warmte te verliezen in vacuüm.
Uiterst nauwkeurig verplaatsingen meten
Een optical encoder meet verplaatsingen tot wel 1,2 nm nauwkeurig. Echter wordt de daadwerkelijke nauwkeurigheid bepaald door verschillende factoren, wat ook invloed heeft op de prijs van het systeem. Het is dus belangrijk om te weten welke mate van nauwkeurigheid jouw toepassing écht nodig heeft.
Absolute en herhaalnauwkeurigheid
Encoder systemen zijn opgebouwd uit twee factoren die de precisie van jouw meting bepalen. Namelijk absolute nauwkeurigheid en herhaalnauwkeurigheid. Bij het selecteren van een positiesensor, is het goed om te weten in welke mate deze factoren van belang zijn voor jouw toepassing.
Absolute nauwkeurigheid is de werkelijke positie in de ruimte, zonder vooraf te kalibreren of een referentiesignaal op te roepen. Bij herhaalnauwkeurigheid is er een indexsignaal aanwezig. Als de machine start, gaat de encoder altijd eerst naar dit vooraf ingestelde punt. Dat punt is altijd hetzelfde. Vervolgens worden vanaf de index alle bewegingen gemaakt.
Toelichting:
Bij absolute nauwkeurigheid verplaats je 10,000 mm, maar hoe nauwkeurig is deze 10,000 mm daadwerkelijk? Die 10,000 mm kan in werkelijkheid ook 10,004 mm zijn. Herhaalnauwkeurigheid is als je de machine tien keer naar dezelfde positie stuurt. Hoeveel deze positie afwijkt van die positie, dat is de herhaalnauwkeurigheid.
Tolerantieveld
Zowel absolute nauwkeurigheid als herhaalnauwkeurigheid kennen gradaties in precisie. Hoe kleiner het tolerantieveld, hoe preciezer de meting. Stel de absolute nauwkeurigheid is 10 mu, en de herhaalnauwkeurigheid is 1 mu. Dan mag de encoder maximaal 1 mu afwijken van het referentiepunt. Deze marge mag 10 mu afwijken van de werkelijke (absolute) positie.
De mate van de absolute nauwkeurigheid heeft een grote invloed op de prijs van een encoder systeem. Als vooral herhaalnauwkeurigheid belangrijk is, kom je meestal uit op een betaalbaarder systeem. Vaak is een hoge herhaalnauwkeurigheid al voldoende voor een betrouwbare meting.
Materiaal liniaal
Ieder materiaal heeft een eigen uitzettingscoëfficiënt. Zo zet een metalen liniaal zich uit bij hoge temperaturen en temperatuurveranderingen. Daarentegen heeft glas geen uitzettingscoëfficiënt, waardoor een glazen liniaal betrouwbaarder is bij hogere temperaturen.
Interpoleren: een nóg lagere resolutie
Wil je een lagere resolutie? Dat kan! Door het signaal te interpoleren, kan je meer stapjes per seconden meten. Het oorspronkelijke signaal wordt in nóg kleinere stapjes opgedeeld. Hoeveel je kan interpoleren, is afhankelijk van de capaciteit van je besturing: de ingangsfrequentie moet de pulstrein wel kunnen verwerken. Zorg ervoor dat de ingangsfrequentie van de besturing hoger is dan de uitgangsfrequentie van de encoder.
Zo voorkom je een vervuilde encoder
Omdat optische systemen werken met licht, zijn stof en vuil funest voor de meetresultaten. Om vervuiling te beperken, kan je hier bij de integratie van de encoder rekening mee houden.
De Account Manager licht toe: “In het ontwerp zijn er mogelijkheden die ervoor zorgen dat het systeem minder snel vuil wordt. Zo kan je het ondersteboven monteren of onder een kapje plaatsen. Denk ook aan vingerafdrukken. In bepaalde posities zal de liniaal sneller in contact komen met vingers. Bovendien zijn optische systemen geschikt om te reinigen. Het is ook raadzaam om hier in het ontwerp ruimte voor vrij te houden.”
Hoe selecteer je de juiste optical encoder?
Onder de optical systemen, zijn er uiteenlopende varianten verkrijgbaar. Om de juiste optical encoder te selecteren, is het belangrijk om te weten welke eisen en omgevingsfactoren van belang zijn. Hierbij is het belangrijk om specifiek te zijn.
Als je bijvoorbeeld weet dat een lage resolutie voor jouw applicatie belangrijk is, wil je ook weten hoe nauwkeurig jouw systeem precies moet zijn. Én of de besturing van jouw systeem dat aan kan.
Breng samen met onze sensorexpert in kaart welke specificaties écht nodig zijn voor jouw toepassing.
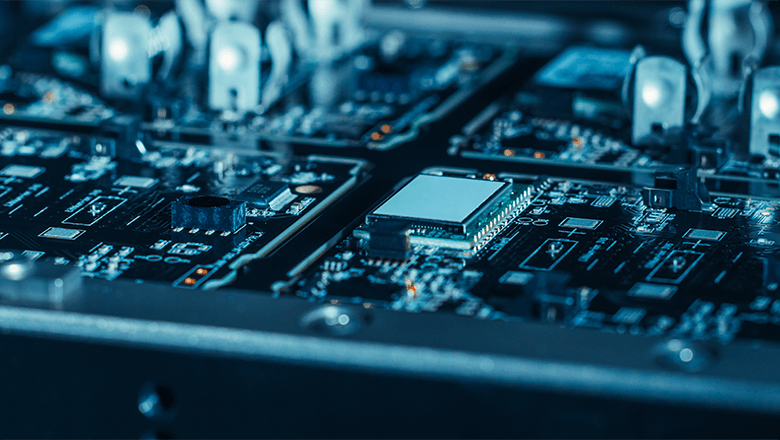
Sensor fusion is de ultieme vorm van sensorintegratie. De Wet van Moore maakt de combinatie van diverse soorten sensoren op chipniveau in één sensormodule mogelijk. Waar sensorfabrikanten focussen op de perfectie van hun sensortechnologieën, werkt Sentech onafhankelijk aan de geïntegreerde sensoren van de toekomst. Lees waarom sensor fusion next-generation toepassingen mogelijk maakt.
Business development manager Marco Leeggangers reageert enthousiast op de nieuwste sensortechnologieën. “Oude en nieuwe technieken op chipniveau zijn in opkomst. Bij nieuwe sensortechnieken richt de sensorfabrikant zich op de doorontwikkeling van één technologie. Wij zien veel mogelijkheden voor de integratie van verschillende sensoren in één compacte sensorapplicatie.”
Wat is sensor fusion?
Wanneer je googelt op een uitleg over sensor fusion, ontstaat de indruk dat het om sensordata gaat. De term wordt ook wel gelijk gesteld met ‘multisensory data fusion’. Ofwel het combineren van data uit verschillende soorten sensoren in één systeem.
Leeggangers vindt dat een te beperkte definitie. “Het gaat niet alleen om data. Echte sensor fusion is het combineren van sensortechnologieën in één geïntegreerde sensormodule of applicatie.” Dat levert volgens hem veel voordelen op. Het brengt bovendien nieuwe toepassingen binnen handbereik, omdat “moeilijkere detecties” mogelijk zijn. In het vervolg lees je hoe fusion autonoom bewegen naar een hoger niveau tilt.
Diverse soorten sensoren nader bekeken
Volgens Leeggangers krijgt Sentech regelmatig de vraag van start-ups en onderzoekscentra of het veelbelovende high tech sensors op de markt wil brengen. “We zien diverse soorten sensoren en veelbelovende sensortechnologie voorbijkomen. Sentech focust op innovatie op het gebied van sensorintegratie, niet op de massaproductie van sensoren.”
Ultrasoon sensoren
Een ultrasoon sensor werkt met geluid dat voor het menselijk oor niet waarneembaar is. Dit type sensor wordt in allerlei detectietoepassingen gebruikt. Bijvoorbeeld voor personendetectie, kwaliteitscontroles, en voor medische doeleinden.
Een groot voordeel van ultrasoon sensortechnologie is de eenvoud van de verwerking van detectiesignalen. Deze technologie is bovendien relatief goedkoop. Geluidsdetectie kent echter ook beperkingen, bijvoorbeeld de noodzaak van een gecontroleerde omgeving. De snelheid van het geluid wordt namelijk beïnvloed door allerlei factoren.
Lidar- en radarsensoren
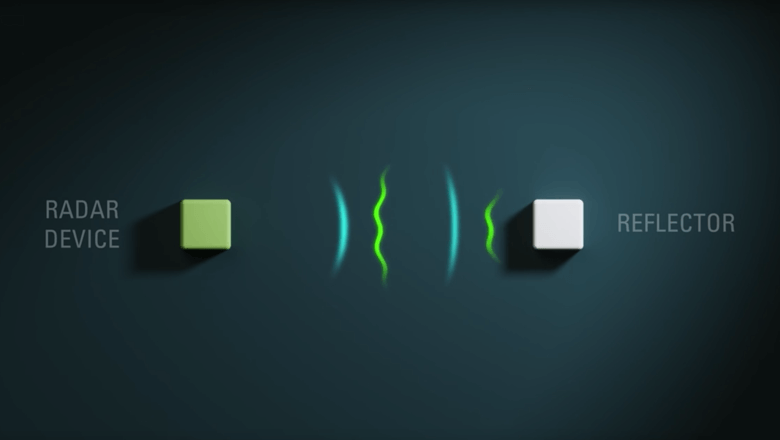
Lidar- en radarsensoren meten volgens hetzelfde principe: ‘time of flight (TOF)’. De reflectie van een uitgezonden signaal wordt door een ontvanger opgevangen en verwerkt. Door de tijd tussen zenden en ontvangen te meten, kunnen de positie, omvang en snelheid van een object worden gemeten. Lidar werkt met lichtpulsen (laser of infrarood) en radar met radiogolven.
Omdat beide signalen met de snelheid van het licht reizen, is de detectie razendsnel. Volgens Leeggangers investeren sensorfabrikanten momenteel veel in de doorontwikkeling van deze sensortechnologieën, met name om voertuigen autonoom te laten rijden. Denk aan UAV’s (onbemande luchtvaart en drones) en AGV’s (Automated Guided Vehicles).
Welke methode de voorkeur heeft, is een continue discussie tussen gebruikers, fabrikanten en onafhankelijke experts.
De voordelen van lidar en radar benutten
“Zo zal Innosent, fabrikant van radar sensortechnologie, vooral de voordelen van radar benadrukken. En Lidar-expert Leddartech onderstreept de voordelen van Solid State Lidar”, verklaart de business developer.
Scanning Lidar kent meer beperkingen in extreme weersomstandigheden (zoals sneeuw, mist en regen) dan radar. Aan de andere kant is radar minder goed in staat om de grootte en vorm van objecten accuraat te bepalen. Bovendien wordt de resolutie minder nauwkeurig als de afstanden groter zijn. Radar vergt ook meer softwarefiltering om storende signalen weg te filteren.
“Bij Sentech integreren we Solid State Lidar technologie. De nieuwste generatie is veel kleiner, robuuster en betrouwbaarder door het ontbreken van bewegende delen. En radar is flink goedkoper geworden doordat het op chipniveau mogelijk is gemaakt,” aldus Leeggangers.
Geschikt voor autonoom bewegen
In de automotive industrie worden ultrasoon, lidar en radar afzonderlijk gebruikt voor allerlei autonome bewegingsfuncties. Zoals lane assistance, parking assistance, cruise control, anti-botssystemen, etcetera.
Nederland loopt voorop in AGV’s en UAV’s voor de land- en tuinbouw. Met drones houden boeren hun land in de gaten. Robots houden stallen schoon, melken koeien, en voeren de veestapels van veehouders.
Sensor fusion voor next-generation toepassingen
Sentech zet sensor fusion als ultiem integratiemiddel in om next-generation toepassingen mogelijk te maken. Volgens Leeggangers zijn er geen slechte sensoren. “Wel wordt een sensor soms verkeerd ingezet waardoor de gebruiker het ziet als een slechte sensor,” zegt hij.
“Wij kijken naar de applicatie van de klant, denken na over wat hij wil bereiken met zijn applicatie. Op basis daarvan selecteren we de beste sensortechnologie en integreren die. Dat brengt ons steeds vaker op het terrein van sensor fusion. De combinatie van twee sensortechnieken levert nieuwe informatie op. Die informatie zorgt ervoor dat de applicatie van de klant slimmer en beter wordt,” legt de product developer uit.
Ontwikkelen op chipniveau
Zenders, ontvangers en printed circuit boards worden steeds kleiner. “Dat is ook nodig om innovatieve integraties mogelijk te maken”, zegt Leeggangers. Gewicht, inbouwruimte en vermogen zijn beperkende omstandigheden die vragen om kleinschalige sensorontwikkeling.
Hier laat de Wet van Moore zich dan ook gelden. Het aantal transistors in een geïntegreerde schakeling verdubbelt elke twee jaar. En dat biedt volgens Leeggangers kansen voor sensor fusion. Radar- en lidar-sensoren met zenders en ontvangers in chipformaat zijn al verkrijgbaar.
Complexere detecties met fusion sensor mogelijk
Als sensor integrator opereert Sentech onafhankelijk van sensorfabrikanten. “Er is nog niet één allesomvattende technologie die alles nauwkeurig kan detecteren. Door sensortechnieken te combineren, willen wij complexere detecties mogelijk maken”, vertelt Leeggangers.
“Om een voertuig op de weg of in een bedrijfsomgeving volledig autonoom te laten bewegen, moet je alle variabelen in de omgeving kunnen detecteren en verwerken. Onze primaire focus ligt nu bij de Agrotechniek.”
Sentech werkt bijvoorbeeld nauw samen met Lely om vergaande stalautomatisering mogelijk te maken. “Met sensor fusion geven we een impuls aan efficiëntere boerenbedrijven, maar ook aan dierenwelzijn en beperking van de milieubelasting,” sluit hij af.
Een volledig geautomatiseerd beheer van de veestapel is nog ver weg. Maar in veel veehouderijen scharrelen al voeder- en mestrobots rond, die hun positie met sensoren bepalen. De volgende stap is volgens Leeggangers communicatie tussen fusion sensoren in machines, voertuigen, op het vee, in de stal en in de wei.
Combinatie van high tech sensors ultiem voor integratie
Sensor fusion lijkt dus de ultieme integratietechnologie te zijn. Komen detectiebeperkingen en sensoruitdagingen ook bij jou (veelvuldig) voor, dan is deze techniek veelbelovend.
Als sensortechnologie niet op dezelfde exponentiële voet zou meegroeien met de rekenkracht, zouden we niet ten volle kunnen profiteren van de mogelijkheden die kunstmatige intelligentie biedt. Dat stelt TUE-fellow Carlo van de Weijer. Want zonder accurate, liefst realtime, data valt de ongeconditioneerde buitenwereld voor AI niet te vatten. In die zin is de integratie van sensoren in het AI-tijdperk waarin we zitten, vele malen belangrijker dan de kwaliteit van actuatoren.
Ook Carlo van de Weijer ziet het gebeuren: de hype rondom artificial intelligence. ‘Sommige start-ups zeggen alleen maar dat ze aan AI doen om meer geld te kunnen ophalen.’ De directeur van het Eindhoven AI Systems Institute (EAISI) aan de Technische Universiteit Eindhoven vergelijkt de situatie met hoe er een jaar of dertig geleden gekeken werd naar internet. ‘Iedereen riep dat je het internet op moest, maar niemand wist precies hoe en wat, en dus gebeurde er in de praktijk niet veel. Inmiddels weten we hoe ingrijpend die technologie is geweest. Waarom we nu zoveel over AI praten, is omdat we zien aankomen dat machines binnen afzienbare tijd slimmer worden dan wijzelf. We moeten ermee aan de slag.’
Van de Weijer onderbouwt dat statement met drie argumenten. ‘Om te beginnen stopt de technologische ontwikkeling, en daarmee de groei van de rekenkracht, niet. Er is geen enkel reden waarom die ontwikkeling zou stoppen’, aldus Van de Weijer.
Zak met algoritmes
De tweede reden is dat de ontwikkeling van AI niet ophoudt bij de menselijke intelligentie. ‘Onze hersens zijn beperkt tot één hersenpan met een kloksnelheid die een miljoen keer lager ligt’, legt Van de Weijer uit. ‘Als we samenwerken met machines, zijn we intelligenter en kunnen we het moment nog even uitstellen dat computers de menselijke rekenkracht voorbij gaan. Maar de mens is uitgeëvolueerd; machines niet.’
Hebben mensen dan geen voorsprong omdat ze bewustzijn, karakter, humor of een ziel hebben? Die vraag brengt Van de Weijer bij zijn derde argument: ‘Je krijgt dan een filosofische discussie. Kan een machine ooit van een stukje chocola genieten? Wij kunnen dat maar is dat ook niet gewoon zo omdat we hebben geleerd dat chocola ons energie geeft? Ik geef toe, het is niet de meest romantische manier om naar een mens te kijken, maar zijn we in feite ook niet meer dan een zak met algoritmes? Mocht er al een verschil zijn tussen het menselijke bewustzijn en AI dan denk ik niet dat dat ons nog een voorsprong gaat geven.’
Wat is intelligentie?
Hoe lang het nog duurt voordat AI de menselijke intelligentie voorbijgaat – ook wel het singularity point genoemd – daar zijn wetenschappers het niet helemaal over eens. De bekende futurist Ray Kurzweil stelt in zijn boek ‘The Singularity Is Nearer’ (2024) dat we dat punt al in 2029 zullen bereiken. Anderen houden het op ergens rond 2055-2060. ‘Er zijn in ieder geval maar heel weinig wetenschappers die nog zeggen dat het nooit gaat gebeuren’, weet Van de Weijer die gelijk benadrukt dat AI al veel eerder enorme impact kan hebben. ‘Dat zien we nu al.’
Om het niveau van kunstmatige intelligentie goed te kunnen categoriseren, moeten we eerst intelligentie definiëren. Van de Weijer gebruikt graag de omschrijving van de Amerikaanse psychologen Robert Sternberg en William Salter. ‘Zij duiden intelligentie als “goal-directed adaptive behaviour”. Bij klassieke automatisering begin je met de input. Daar laat je een programma op los en dan krijg je je output. Veel dingen die AI worden genoemd, zijn feitelijk niet meer dan dat. Voor mij is iets pas echt artificial intelligence als je de input geeft, de output definieert, en je de machine zelf laat bepalen hoe hij daar komt. Als de output niet voldoet, kan echte AI het programma aanpassen, net zo lang tot de output wel klopt.’
Sensoren cruciaal voor AI
Voor Van de Weijer is er nog een belangrijke reden waarom de aandacht voor AI de laatste jaren zo ontploft, en dat is sensoriek. ‘Rekenkracht ontwikkelt zich exponentieel. Als iets zich exponentieel ontwikkelt, onderschatten mensen het altijd omdat we lineaire denkers zijn’, begint hij zijn uitleg. ‘Veel systemen kun je terugbrengen tot een sensor die iets meet, wat rekencapaciteit of een beetje verstand die op basis van de gemeten data een conclusie trekt en vervolgens een opdracht geeft aan een actuator. Daar overheen zit een feedbackloop om te beoordelen of de actie inderdaad zorgt voor een betere meting. Zo itereert een systeem naar de goede uitkomst.’
Natuurlijk worden actuatoren beter, geeft Van de Weijer toe. ‘Elektromotoren, zuigers, hydraulische systemen, noem maar op, elk jaar gaan de prestaties van dergelijke componenten omhoog. Maar die ontwikkeling gaat lineair, niet exponentieel.’ Dat in tegenstelling tot sensoren, betoogt Van de Weijer: ‘Die liften mee op de Wet van Moore, net als de beschikbare rekencapaciteit. Kijk naar camera’s, lasers, lidars. Dat soort technologieën begint allemaal heel duur maar wordt verschrikkelijk snel kleiner. En vooral veel goedkoper. Op een gegeven moment gaat het zelfs on-chip. Het gaat enorm snel.’

EAISI-directeur Carlo van de Weijer: ‘Ga experimenteren met AI; je zult er vrijwel zeker productiever van worden.’ Foto: Bart van Overbeeke
Blame it on the sensors
Dat de ontwikkeling van sensoren veel sneller gaat dan die van actuatoren, is goed nieuws voor AI, vindt Van de Weijer. Ter verduidelijking geeft hij een voorbeeld: ‘Probeer maar eens met een blinddoek op auto te rijden. Dat gaat niet werken. Als de stuurinrichting echter niet helemaal goed werkt, kun je nog steeds allerlei dingen ontwijken. Zo lang je maar de goede data binnenkrijgt, valt er nog wat op te lossen. Zonder data, of met de verkeerde data, heb je een serieus probleem.’
Sensoren zijn dus hoofdrolspelers in de ontwikkeling van AI. Met alleen exponentieel groeiende rekenkracht zou het lang niet zo hard gaan, stelt Van de Weijer. Maar omdat sensortechnologie zich ook exponentieel ontwikkelt en sensoren steeds meer en beter worden geïntegreerd, blijven AI-algoritmes de juiste – en voldoende – data ontvangen, waardoor de intelligentie zich ook echt exponentieel kan blijven ontwikkelen.
Ongeconditioneerde wereld
Artificial intelligence stelt voorwaarden aan de data die het via sensoren binnenkrijgt. Maar wat die voorwaarden precies zijn, is erg onvoorspelbaar. ‘Als sensorleverancier en -integrator zul je daar adequaat en slagvaardig mee om moeten gaan’, aldus Van de Weijer. ‘Je kunt de wereld niet voorspelbaar maken. Voor AI zou dat fijn zijn, want kunstmatige intelligentie functioneert vooral goed in een geconditioneerde wereld. Maar ja, dan moet je dus overal verkeerslichten neerzetten, het weer reguleren, noem maar op, dat gaat natuurlijk niet. Je kunt AI alleen in de ongeconditioneerde, werkelijke wereld laten werken als je realtime de condities van die wereld weet. Dat is de essentie.’ En daarvoor zijn goed geïntegreerde sensoren nodig.
Ga experimenteren
Zoals gezegd, vindt zelfs AI-evangelist Van de Weijer dat er soms wel heel veel gouden bergen worden beloofd als het om AI gaat. ‘Ik geloof niet dat artificial intelligence de mens gaat vervangen. Maar ik denk wel dat de mensen die met AI werken de mensen gaan vervangen die niet met AI werken. Want AI maakt je structureel veel productiever. Die effectiviteitsslag hebben we nodig om de welvaartsgroei door te laten gaan.’
De EAISI-directeur is er daarom geen voorstander van om het gebruik van bijvoorbeeld ChatGPT op scholen te verbieden. Sterker nog, hij roept iedereen op om toch vooral met AI-tools aan de slag te gaan. ‘Vraag ChatGPT maar eens welke tools er voor jouw vakgebied interessant kunnen zijn’, glimlacht hij. ‘En ga experimenteren. Je zult er vrijwel zeker productiever van worden. Mensen onderscheiden zich van andere dieren omdat wij tools gebruiken en die met elkaar delen en verder ontwikkelen en verbeteren. Tot nu toe waren dat hulpmiddelen die onze armen of benen ondersteunden, maar met AI zijn we aanbeland bij de tools die onze hersens helpen. Dat is een ontwikkeling die niet te stoppen valt, dus je moet er maar het beste van maken. Met sensoren als een fundamenteel onderdeel.’
Ontdek de zes niveaus van sensorintegratie: een blik op de toekomst
De ontwikkeling van AI gaat hand in hand met vooruitgang in sensortechnologie. Sensoren leveren de cruciale data die AI-algoritmes voeden, maar zonder slimme integratie kunnen we deze technologieën niet optimaal benutten.
Wil je meer weten over de trends en uitdagingen in sensorintegratie? Lees dan ons blog over de toekomst van sensorintegratie, waarin onze experts de zes niveaus van integratie bespreken en uitleggen hoe deze bijdragen aan innovatie.
Bij de integratie van absolute encoders zoek je als OEM of machinebouwer de grenzen van catalogusproducten op. Helaas blijken die off-the-shelf componenten vaak niet geschikt voor jouw toepassing. Ze zijn bijvoorbeeld te groot, te zwaar of hebben de verkeerde bouwvorm. Sensorfabrikanten zijn zich hiervan bewust. Én spelen in op deze behoefte.
Steeds vaker vormen de beschikbare features in zo’n component het struikelpunt. Dan zitten er mogelijkheden in waarop ontwikkelaars helemaal niet zitten te wachten, terwijl de functionaliteit die het verschil kan maken juist ontbreekt.
Sensorfabrikanten spelen op deze trend in. Zij brengen uitgeklede varianten van hun producten op de markt. Ze gaan terug naar de basis van hun oplossingen. De functionaliteit van de sensoren blijft stevig overeind, maar de rest van de features is geschrapt. Kale elektronica dus.
Een machineontwikkelaar of sensorintegrator kan daar naar eigen wens en inzicht een schil omheen bouwen. Zo’n component vraagt meer aandacht qua integratie. Maar dan is hij ook perfect op maat gesneden voor de applicatie. Het resultaat is compacter en lichter, wat interessant is op plekken waar de ruimte beperkt is of massa een belangrijke rol speelt.
Een onderdeel dat eerder bijvoorbeeld alleen in een robuuste aluminium behuizing verkrijgbaar was, is nu dan ook beschikbaar in een gestripte variant. Zo’n uitgeklede sensor bestaat uit een kleine printplaat of zelfs een enkel component dat de gebruiker zelf op een printplaat kan plaatsen. De complete functionaliteit blijft behouden, terwijl alle randzaken weg zijn waardoor zo’n versie de basis kan vormen voor heel veel nevenapplicaties.
Celera Motion lanceerde een reeks absolute optische encoders waarbij het draait om flexibiliteit. De Aura-chipencoders zijn gestript van alle randzaken zonder dat het ten kosten gaat van de slimmigheid van de sensoren. Gebruikers kunnen zelf kiezen welke features ze willen toevoegen en de encoder zo volledig op maat maken voor hun specifieke toepassing.
Makkelijk integreerbare absolute encoder door minimalistisch ontwerp
Een goed voorbeeld van deze ontwikkeling is de Aura-encoderlijn van Celera Motion. De varianten in deze serie van absolute optische encoders hebben allemaal een minimalistisch ontwerp. “Het zijn chipencoders, PCB-componenten die je zelf in je eigen ontwerp kunt integreren”, zegt Rob Kuijpers, Product Manager bij Sentech. “Voor OEM’s is dat heel interessant omdat ze er alle kanten mee op kunnen. Ze moeten er weliswaar meer voor doen. Maar ze kunnen het precies zo implementeren als ze zelf willen waardoor ze het encodersysteem zo kunnen opbouwen dat het precies aansluit bij hun specifieke toepassing.”
De Aura-encoders zijn zeer geschikt voor applicaties in onder meer de hightechmarkt, high-end robotica en pick-and-place-machines. “Denk aan toepassingen waarin de sensor superklein moet zijn of waar de massa van groot belang is zoals wanneer hij in een end-effector komt te zitten”, verduidelijkt Kuijpers. “En het gaat om situaties waar optische encoders worden gevraagd die zeer precies een absolute positiewaarde teruggeven.”
Optische miniatuur encoder
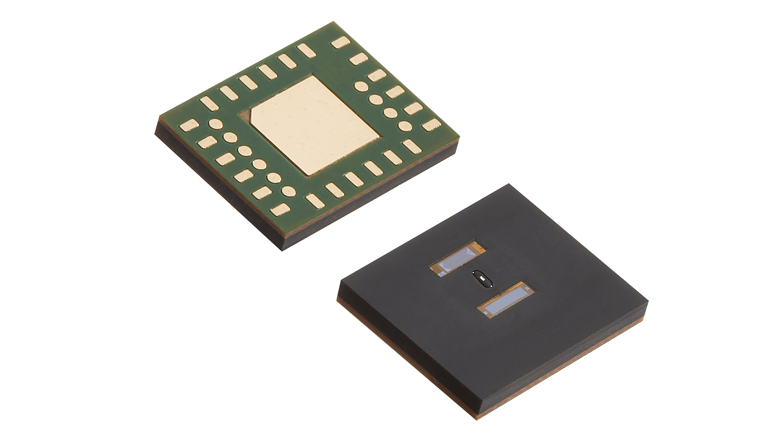
De Aura’s zijn niet de eerste absolute optische encoders op de markt. Bestaande oplossingen zijn beduidend groter en duurder. De chipencoders van Celera Motion zijn heel klein (9 bij 7 bij 1,1 mm), vederlicht (zo’n anderhalve gram) en een heel stuk goedkoper.
Let op dat de encoders vanwege hun optische karakter het meest tot hun recht komen in omgevingen die relatief schoon zijn. Vuil en vocht zijn namelijk funest voor de uiterst precieze meting.
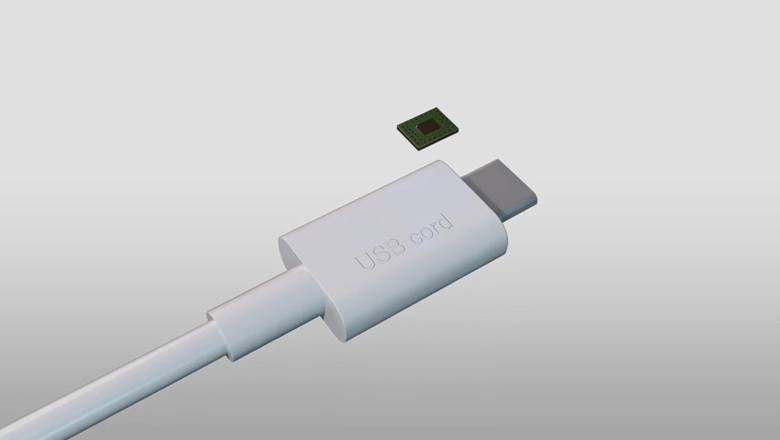
Hoe groot is zo’n chipencoder nou echt? Deze Aura-chipencoder is 9 bij 7 bij 1,1 mm. Zo zijn de verhoudingen vergeleken met een USB-C connector.
Absolute positiewaarde
De Aura-encoders werken met LED als lichtbron. Het licht van de LED in de Aura is blauw en dat is bewust gekozen. Hoe korter de golflengte, hoe kleiner de details die je ermee kunt onderscheiden. Dat maakt dat deze absolute optische encoders van Celera Motion dus beter presteren.
De bundel valt op een patroon van chroomstreepjes die zijn gedeponeerd op glas. De reflectie van het licht op al die streepjes geeft een diffractiepatroon die je met een ontvanger kunt uitlezen. “In de Aura-encoders zitten twee van die streepjespatronen”, weet Kuijpers. “De ene is keurig repeterend, de andere semi-random. Door de twee diffractiepatronen te combineren, kan het systeem een absolute positiewaarde berekenen.”
Hoe nauwkeurig zijn Aura encoders?
Hoe goed de Aura-encoders precies zijn, is niet in één getal uit te drukken. Meestal wordt gekeken naar drie belangrijke specificaties: absolute nauwkeurigheid, herhaalnauwkeurigheid en resolutie.
Absolute nauwkeurigheid
“Die eerste spec wordt bepaald door de liniaal die je gebruikt”, vertelt Kuijpers. Celera Motion heeft gekozen voor een glass scale met een nauwkeurigheid van +/- 3 µm per meter. De fabrikant sleutelt aan een variant op basis van een metal tape scale. Dat is met +/- 5 µm per meter iets minder nauwkeurig, maar heel wat goedkoper en dus interessant voor toepassingen die niet het onderste uit de kan hoeven te halen voor wat betreft de absolute nauwkeurigheid.”
Herhaalnauwkeurigheid
De herhaalnauwkeurigheid van de Aura-encoders is volgens de spec sheet 1 LSB, wat staat voor least significant bit. Kuijpers legt uit: “De waarde hangt af van de resolutie van de encoder. In dit geval komt de herhaalnauwkeurigheid dus overeen met de kleinste resolutiestap.”
Resolutie
Celera Motion geeft voor de resolutie van de Aura’s een waarde tussen de 12,5 en 200 nanometer. Kuijpers: “Een resolutie van kleiner dan een micrometer haal je in ieder geval. Een groot voordeel van de Aura-encoders is bovendien dat ze heel snel zijn. Je kunt dus snel samplen, waardoor je zonder al te veel negatieve bijwerkingen kunt middelen over meerdere metingen om zo de resolutie te verbeteren.”
Nieuwe kijk op integratie
De integratie van de Aura-encoders heeft meer voeten in de aarde dan bij een standaard sensor. “Het vraagt om een nieuwe kijk op integratie. Die aanpak past goed bij onze manier van werken, waarin we samen met onze klanten naar de beste implementatie en aansluiting toewerken”, stelt Kuijpers. “In overleg kijken we welke variaties, features en bekabeling we toevoegen. Die ultieme flexibiliteit opent heel wat deuren.”
Stappenplan: hoe integreer je een absolute encoder?
Er komt heel wat kijken bij een sensorintegratie, zoals een absolute encoder. Hoe vind jij het overzicht? En hoe zorg je voor het compromis tussen kwaliteit, prijs en doorlooptijd?
We maken het jou makkelijk. Want de bewezen werkwijze voor sensorintegratie vind je in onze handige infographic. Wist je dat deze werkwijze is gebaseerd op de hoge kwaliteitsnormen uit de automotive branche?
Wacht niet langer en download deze infographic. In 5 fases bewandel je de weg naar jouw eigen sensorintegratie.

Sentech werkt technologie-onafhankelijk. De klantvraag bepaalt welke sensortechnologie het beste past. Daarom selecteren we onze technologiepartners zorgvuldig: op kwaliteit, roadmap en continuïteit.
Met deze stap combineren we onze integratiekennis met de technologie van Baumer. Zo ondersteunen we machinebouwers, OEM’s en hightech‑bedrijven in de Benelux bij het sneller, slimmer en betrouwbaarder ontwikkelen van hun systemen.
Baumer voldoet aan die standaard. We hebben Baumer toegevoegd aan ons technologieportfolio, een internationaal gerespecteerde fabrikant van sensoren, encoders en meetsystemen voor automatisering en machinebouw. Vanaf nu kunnen we Baumer-technologie inzetten waar die de beste oplossing biedt voor uw applicatie.
Wat dit betekent voor onze klanten?
Baumer vergroot ons technologische speelveld. Met Baumer kunnen we een betere keuze aanbieden, toegepast op jouw toepassing, de omgeving en lifecycle-eisen. Onze aanpak verandert niet: we starten bij de applicatie, selecteren de beste technologie en bouwen de oplossing volledig in eigen huis: van engineering en (maatwerk)assemblage tot validatie en doorlopende supply.
Doordat componentkeuze en integratie vanaf het begin technisch op elkaar zijn afgestemd, voorkom je onnodige testcycli en herontwerp. Dat scheelt tijd in je ontwikkeltraject en helpt om je planning haalbaar te houden.
Wat Baumer toevoegt
Baumer staat bekend om hoogwaardige sensortechnologie voor veeleisende omgevingen: van positionering en detectie tot nauwkeurige meting. Die technologie zetten we in waar die past: als onderdeel van een bredere oplossing, afgestemd op jouw systeem.

Egbert Stellinga, Product Manager, Sentech
Met Baumer breiden we ons technologisch speelveld uit. Niet omdat we een nieuw merk willen voeren, maar omdat Baumer in bepaalde toepassingen de beste keuze is voor onze klanten. Dat past precies bij hoe wij werken: de klantvraag bepaalt de technologie.
Overweeg je Baumer in je machine-ontwerp?
Werk je aan een nieuwe machine of optimaliseer je een bestaande toepassing? Dan denken we graag met je mee of Baumer de juiste keuze is, en hoe we die het beste kunnen integreren in jouw systeem.
Neem gerust contact met ons op.
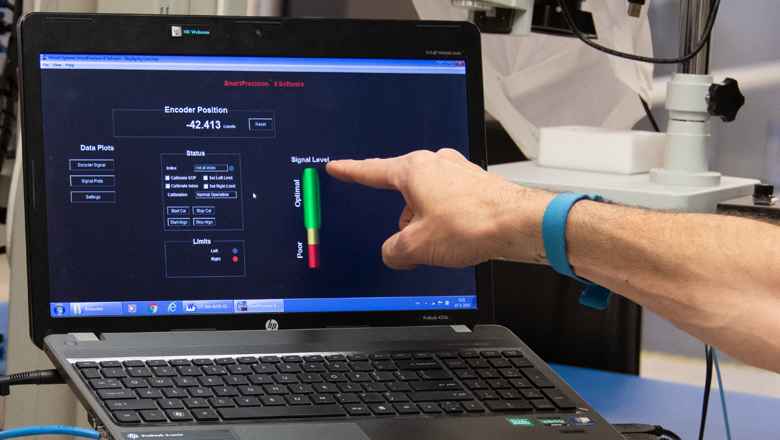
Ontwikkelen begint met de juiste keuzes, en dat kan al vanaf de werkbank. De EVL Evaluation Encoder van Netzer is een configureerbare ontwikkeltool waarmee engineers al vroeg in het proces inzicht krijgen in prestaties, protocollen en integratie. Zo test je eenvoudig of een encoder past in jouw systeem voordat je verder bouwt.
De EVL is een praktische ontwikkeltool, ontworpen voor snelle systeemintegratie en optimalisatie in de vroege fase. Zo zijn de resolutie, het protocol (BISS-C of SSI) configureerbaar. De EVL werkt met een software matige multiturn-teller en ingebouwde tests (BIT). Zo krijg je direct inzicht in prestaties en integratie, gewoon vanaf je werkbank.
Dat maakt de EVL geschikt vooronder andere robotica, aerospace-actuatoren en industriële automatisering.
Compleet en direct inzetbaar
De EVL wordt geleverd in de bekende VL-encoderbehuizing (Ø13–247 mm), inclusief voorgemonteerde kabel en D-sub connector. Met de Encoder Explorer-software heb je toegang tot alle parameters en diagnostiek, zoals:
- Limits View voor het inzichtelijk maken van grenswaarden
- Map View voor gedrag van protocollen en integratie-effecten

Meer weten of ermee aan de slag?
Wil je weten of de EVL-encoder past bij jouw toepassing, of meteen sparren over integratie in je prototype? Neem contact met ons op. We denken met je mee over configuratie, keuzes in het ontwikkelproces en een soepele integratie van de EVL in jouw systeem.
In meetuitdagingen waar driedimensionale omgevingsperceptie nodig is, denk aan navigatie, objectdetectie of omgevingsbewaking, is lidar vaak de meest geschikte technologie.
We hebben Ouster toegevoegd aan ons technologieportfolio, een gerespecteerde producent van digitale lidar-sensoren voor industriële automatisering, robotica, mobiliteit en slimme infrastructuur.
Sentech werkt technologie-onafhankelijk: de applicatie bepaalt welke sensor het beste past, en onze technologiepartners selecteren we op kwaliteit, roadmap en continuïteit. Ouster voldoet aan die standaard.
Wanneer is lidar de juiste keuze?
Lidar is relevant wanneer nauwkeurige 3D-data nodig is in dynamische of complexe omgevingen. Denk aan AGV’s en mobiele robots die veilig moeten navigeren, machineveiligheid waarbij objecten op korte afstand betrouwbaar gedetecteerd moeten worden, of infrastructuurmonitoring waarbij een volledig ruimtelijk beeld nodig is.
De digitale architectuur van Ouster onderscheidt zich op een aantal punten die voor engineers praktisch relevant zijn:
- Hoge resolutie 3D-beeldvorming, bruikbaar voor objectdetectie en navigatie, ook op korte afstanden.
- Robuuste prestaties in uitdagende omstandigheden zoals regen, stof, trillingen of wisselende lichtcondities.
- Modulair platform, dezelfde sensoren zijn inzetbaar in verschillende toepassingen, zonder steeds opnieuw aanpassingen te hoeven doen.
- Gestandaardiseerde interfaces en SDK’s die helpen om snel te prototypen of een bestaande machine te upgraden.

Deze 3D-puntenwolk is gegenereerd door een lidar en laat duizenden meetpunten zien die samen een 3D-beeld van de omgeving vormen. Hiermee kunnen machines objecten herkennen en veilig navigeren.
Onze aanpak verandert niet
Ouster vergroot ons technologische speelveld. We starten altijd bij jouw applicatie: wat is de meetuitdaging, wat zijn de omgevingseisen, en wat is de beste technologische keuze? Soms is dat lidar. Soms radar, vision of een andere sensortechnologie. Wij selecteren en bouwen de oplossing volledig in eigen huis: van engineering en (maatwerk)assemblage tot validatie en supplychain management.
“Ouster bouwt lidar-sensoren die presteren waar het erop aankomt: in complexe omgevingen, over langere tijd, in uiteenlopende toepassingen. Dat sluit aan op wat onze klanten van ons verwachten, en op wat wij van onze technologiepartners verwachten.”
Egbert Stellinga – Product Manager, Sentech
Benieuwd of lidar past in jouw toepassing?
Werk je aan een machine of systeem waarbij 3D-omgevingsperceptie een rol speelt? Dan denken we graag met je mee of Ouster de juiste keuze is, hoe die integreert in jouw systeem, en wat dat betekent voor je ontwikkeltraject.
Neem dan gerust contact met ons op.
Wat in een eengezinswoning begon als een gedurfde stap, is uitgegroeid tot een toonaangevend technologiebedrijf in sensorintegratie. Op 11 oktober 2025 bestaat Sentech 25 jaar. Een mijlpaal die ons niet alleen trots maakt, maar ook dankbaar, want het begon met één beslissing die écht het verschil maakte voor klanten. En dat doen we vandaag de dag nog steeds.
In 2000 werkte Marcel bij een sensorleverancier die twee productlijnen verkocht aan een concurrent. Die verklaarde de producten direct obsolete en verving ze door eigen sensoren. Klanten moesten hun machines aanpassen, wat tot grote frustratie leidde. Marcel dacht: dit moet anders, klanten mogen hier niet de dupe van worden. Hij regelde directe levering vanuit de originele fabrikanten en liet klanten weten dat ze bij hem terecht konden voor hun vertrouwde sensoren. Samen met zijn vrouw Birgit startte hij Sentech, vanuit hun woonhuis.
Deze woning maakte in 2001 plaats voor een kantoorpand in ‘s-Hertogenbosch. In de jaren daarna volgden nog vier verhuizingen, naar verschillende locaties in Nieuwkuijk.
Sensorintegratie als specialisme
Al snel ontstond de vraag naar meer dan alleen het leveren van sensoren. Klanten wilden aanpassingen: een andere stekker, betere inpassing in hun machine, advies over integratie. Hier werd het DNA van Sentech gevormd: wij lossen sensorvraagstukken op die met een standaard sensor niet op te lossen zijn. Met onze kennis van sensortechnologie én de applicatie, ontwikkelen we een passende oplossing, vaak plug-and-play, die precies voldoet aan de eisen van de klant. Inmiddels zijn we uitgegroeid tot een one-stop-shop, waarbij we zelfs de verantwoordelijkheid nemen voor de volledige supply chain. Zo ontzorgen we onze klanten van begin tot eind.
Van certificering naar complexere sensoroplossingen
Onze kwaliteitsbeleving maakte een flinke ontwikkeling door. In 2001 behaalden we de ISO 9001-certificering. In 2008 volgde de IATF 16949-certificering, een strenge norm voor de automotive sector. Dankzij deze norm kunnen we ook de meest complexe sensorvraagstukken oplossen.
Onze aanpak groeide mee met de vooruitgang van de technologie. In 2016 richtte Sentech een eigen Engineering-afdeling op, waarmee we zelf sensoroplossingen ontwikkelen die nog niet op de markt zijn. Denk aan chipintegratie of het toepassen van radartechnologie in landbouwtoepassingen.
Begin 2024 verhuisden we naar ons nieuwe pand aan de Klompenmaker in Nieuwkuijk, pal aan de A59. Een mooie stap, want daarmee kregen we er flink wat ruimte bij: 400 m² productieruimte én een high-end cleanroom van 240 m².
Op naar de toekomst
Na 25 jaar is onze passie voor technologie nog even groot als op dag één. En net als toen, geloven we in het bouwen aan langdurige relaties. Met klanten, partners én collega’s.
De basis verbreden we nu. We werken bij Sentech aan een groter plan waarin we naast sensoren ook motion- en controloplossingen integreren. Dat doen we samen met ons zusterbedrijf Zilvertron, waarmee we onze krachten bundelen om klanten nog completere oplossingen te bieden
Zonder het vertrouwen, inzet en samenwerking van iedereen om ons heen was onze groei niet mogelijk geweest. Daar zijn we oprecht dankbaar voor. Op naar de volgende 25 jaar vol slimme innovaties, sterke samenwerkingen en technologie die het verschil maakt.
Tijdlijn: bekijk de mijlpalen van Sentech










De radar sensor meet afstanden, bewegingen en snelheid. Door de weerkaatsing van een hoogfrequentsignaal op een object, berekent de sensor de afstand tot het object. Het zendsignaal wordt weerkaatst door onder andere gebouwen en vloeistoffen. Dit maakt deze afstandssensor geschikt voor toepassingen zoals vloeistof niveaumetingen, afstandsmetingen in het verkeer en het opsporen van objecten.
Tegenover afstandssensoren zoals ultrasoon en laser, kan radar door materialen zoals kunststof heen meten. Hierdoor is de radar sensor onzichtbaar te integreren in jouw applicatie. Bovendien is deze robuuste technologie ongevoelig voor wind en vocht.
Hoe werken radar sensoren?
Radar werkt op basis van time of flight: de sensor meet hoelang een signaal onderweg is geweest. De geïntegreerde antenne van de radar sensor verstuurt een hoogfrequent signaal (62 GHz), oftewel het zendsignaal. In dit signaal zit ook een lagere frequentie gemoduleerd (10 MHz). Als het signaal wordt gereflecteerd door een object, ontvangt de sensor het signaal weer terug. De sensor meet de faseverschuiving tussen de twee frequenties. Het tijdsverschil tussen zenden en ontvangen bepaalt de afstand tussen het object en de sensor.
Frequenties zorgen voor mogelijkheden
Iedere frequentie heeft unieke eigenschappen. Afhankelijk van de frequentiehoogte heb je een ander type reflectie óf juist niet. Zo kan je met een 5 GHz radar heel goed regenwolken detecteren op hele grote afstanden. Die frequentie reflecteert namelijk heel goed op vochtkristallen. Als je bijvoorbeeld een radar van 60 GHz gebruikt, zal die regenwolken niet herkennen en er dwars doorheen gaan. Maar een vliegtuig of ander object reflecteert het signaal weer wel.
In tegenstelling tot radiosignalen van radiostations, worden radiosignalen van een radar sensor wel gereflecteerd door gebouwen en vloeistoffen. Dit komt doordat de frequentie van radar hoger is. Hoe hoger de frequentie wordt, hoe minder ondoordringbaar bijvoorbeeld een muur wordt.
Radar is een afkorting van Radio Detection and Ranging. Dit betekent vinden en meten (van objecten) met behulp van radiosignalen.
Hét alternatief voor ultrasoon en laser
Naast radar, kan je ook met ultrasoon en laser afstanden meten. Iedere technologie heeft zijn eigen voor- en nadelen. Zo kunnen geluidsignalen van ultrasoon niet door materialen zoals kunststof en gewassen meten. Ook lichtsignalen van lasers worden door deze materialen verhinderd. Daarnaast is geluid gevoelig voor verplaatsing door wind.
In tegenstelling tot geluids- en lichtsignalen kunnen radiosignalen van radar wel door de meeste materialen heen meten. Alleen metalen objecten zorgen ervoor dat het signaal wordt gedempt. Dankzij deze eigenschappen is radar geschikt voor landbouwmachines, bij het meten van de afstand tot de grond, zonder dat gewassen de meetresultaten beïnvloeden.
Toepassingen
Je vindt radar in zowel binnen- als buitentoepassingen. De radar sensor wordt ingezet bij afstandsmeting, zowel in de vertes als in hoogtes. Omdat iedere frequentie andere eigenschappen heeft, past radar in uiteenlopende toepassingen.
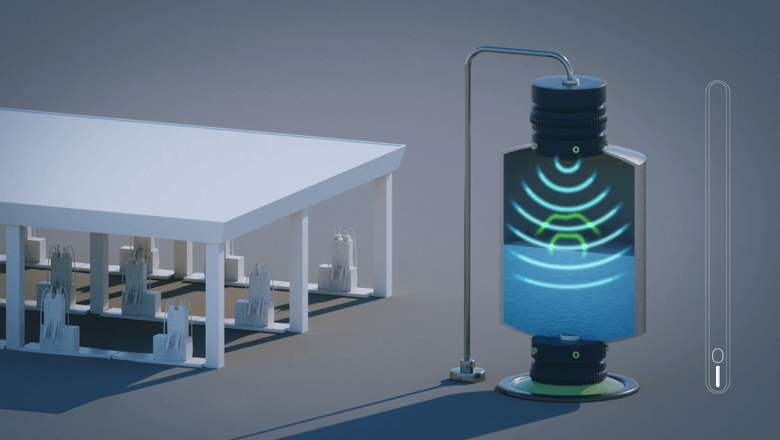
Vloeistof niveau meter
Bij de juiste frequentie, kan radar het vloeistofniveau in een tank meten. Het zendsignaal bereikt door de lucht het vloeistofoppervlak, wat het signaal weerkaatst. De sensor zorgt voor een betrouwbare meting, ook onder zware omstandigheden zoals damp en hoge temperaturen.
Afstandsmeting in het verkeer
Radar wordt ook gebruikt bij afstandsmetingen in het verkeer, zoals adaptive cruisecontrol in auto’s. Doordat de technologie vrijwel bij alle frequenties wordt weerkaatst door metaal, zorgt radar voor een veilige verkeerssituatie.
Afstandsmeting bij landbouwmachines
Ook in de agro sector zien we radar terug. Zoals in de sproeibomen van Agrifac. Hier meten radar sensoren twee afstanden: de afstand tussen de sproeiboom en de bodem en de afstand tussen de sproeiboom en het gewas. Ook meet de sensor de plantdichtheid.
5 voordelen van de radar sensor
De eigenschappen van radar bepalen of deze sensor een uitkomst is voor jouw applicatie. Dit zijn 5 redenen om te kiezen voor radar.
- Onzichtbaar te integreren
Omdat radiosignalen door kunststof heen gaan, is de sensor gemakkelijk weg te werken achter een kunststof plaat. Zo doet deze technologie geen afbreuk van het ontwerp van jouw applicatie. - Robuust
Doordat radar zo goed is weg te werken achter materialen, is de sensor niet zichtbaar. Dit maakt hem robuust en voorkomt vandalisme. Bovendien beschermt deze integratie de sensor tegen omgevingsfactoren zoals vocht en vuil. - Geschikt voor zware omstandigheden
Ten opzichte van ultrasoon en laser is de radar sensor minder gevoelig voor regen, sneeuw, hitte, stof, stoom en vuil. Bovendien zijn de metingen bij harde wind betrouwbaar, omdat het zendsignaal niet verwaait. - Veel materialen zijn meetbaar
Ieder frequentieniveau heeft een andere reflectie en doordringbaarheid op materialen. Als je een materiaal juist wel óf niet wil meten, kan je de frequentie hierop afstellen. - Veilige technologie
De door Sentech toegepaste radar werkt op basis van een one chip radar. Dit is een radar gebouwd op een Integrated Circuit (IC), oftewel een chip. Door deze kleine chip, kan je met minimaal vermogen uitzenden. Dit maakt deze technologie erg veilig voor mensen en dieren.
Uitdagingen bij radar integratie
Het meetbereik van radar is 180 graden. Als het meetbereik voor jouw applicatie te groot is, kan dat onbetrouwbare metingen opleveren. Soms wil je recht voor de sensor meten en het zendsignaal bundelen. In deze gevallen plaats je een dome over de radar sensor. Door het looptijdverschil tussen de verschillende kunststoffen wordt het zendsignaal naar één punt gebracht, als bij een richt antenne.
Nog meer meten met sensor fusion
Meerdere sensortechnologieën combineren in één toepassing. Dát is sensor fusion. Hierbij benut je de voordelen van beide sensorsoorten. Bovendien elimineren de technologieën elkaars nadelen.
Zo worden radar en lidar gecombineerd om voertuigen autonoom te laten rijden, zoals AGV’s. Het gebruik van twee sensortypen is nodig om de veiligheid van autonoom rijden te waarborgen.
Hoe integreer jij radar in jouw applicatie?
Als jouw applicatie vraagt om een afstandssensor, kan de radar sensor een optie zijn. Deze robuuste technologie is onzichtbaar weg te werken in jouw ontwerp. Bovendien zijn de meetresultaten ook betrouwbaar bij omstandigheden zoals wind, regen, stof en hoge temperaturen.
Of het nu gaat om vloeistof niveaumeting, afstandsmeting of het opsporen van objecten, grote kans dat radar past in jouw applicatie.
Sensortrends: slim ontwerpen en efficiënt inkopen (videopodcast)

De eisen aan machines worden steeds hoger. Van extreme nauwkeurigheid in hightech-toepassingen tot robuustheid in agro-toepassingen: sensoren moeten blijven presteren onder steeds uitdagendere omstandigheden. Hoe zorg je er als engineer of inkoper voor dat je de juiste keuzes maakt in ontwerp én inkoop? In deze podcast duiken we in de wereld van sensorintegratie, met inzichten die je direct kunt toepassen in jouw ontwikkel- en inkoopproces.
Onze sensorexperts bespreken de uitdagingen op het gebied van sensorintegratie en delen praktijkervaringen. Allemaal vanuit hun eigen invalshoek: sales, engineering en R&D. Daarbij gaan ze in op concrete vraagstukken zoals het kiezen van de juiste behuizing, de integratie van rotatie-encoders in vuile omgevingen en het waarborgen van langdurige leverbaarheid.
Maar het gaat om meer dan techniek alleen. Goede communicatie tussen engineering en inkoop is onmisbaar om tot toekomstbestendige sensorintegraties te komen. Hoe stem je technische eisen af op kosten, beschikbaarheid en levensduur? En hoe speel je in op trends als digital twinning, chip-integratie en de opkomst van radar en lidar?
Wat je kan verwachten
In deze podcast hoor je concrete praktijkvoorbeelden, eerlijke inzichten en heldere adviezen over:
- Het afwegen van precisie versus robuustheid
- Het managen van veranderingen in componenten
- De balans tussen innovatie en leveringszekerheid
Kortom: een aflevering vol nuttige inzichten voor iedereen die betrokken is bij het ontwerpen of inkopen van machines met sensortechnologie.
Bekijk of beluister de videopodcast ‘sensortrends: slimmer ontwerpen en efficiënt inkopen’

Elias van Wijk is gestart als CEO van Sentech. Met zijn internationale ervaring en sterke focus op groei zijn we klaar voor een nieuw hoofdstuk in onze ontwikkeling.
Elias brengt een bewezen trackrecord mee in het realiseren van groei en het leiden van technologische organisaties in binnen- en buitenland. Zijn achtergrond in succesvolle merger & acquisitiontrajecten sluit goed aan bij onze ambities.
Elias van Wijk kijkt uit naar zijn nieuwe rol en ziet volop kansen om Sentech verder te versterken: “Samen met het team wil ik de koers uitzetten naar een leidende positie in geïntegreerde sensoroplossingen in Noordwest-Europa. Daarbij staan klantwaarde, technologische vooruitgang en duurzame relaties centraal. Ik ben ervan overtuigd dat we met deze focus langdurige impact kunnen maken.”
Onderdeel van de Techwell Group
Met deze verandering zetten we ook stappen op groepsniveau. Sentech is onderdeel van de Techwell Group, waarin ook Zilvertron actief is. Binnen deze groep richten we ons op geïntegreerde sensor-, motion- en controloplossingen voor OEM’s in sectoren zoals medical & robotics, defence & heavy vehicles, semicon, agrotechnology & aquahorticulture, en intralogistics. Elias van Wijk treedt ook aan als CEO van de Techwell Group.