Your sensor issue or challenge, we call our challenge. The path to the sensor solution you truly need touches three interests: cost, quality, and delivery time. These never go hand in hand. How do we find that compromise together with you? With our way of working, originating from the automotive industry, we map and manage risks. This is how we ensure the quality of your end product, balancing it against costs and lead time. A collaboration with you as a customer is essential!
As an R&D Engineer, you often already have a potential solution in mind. But is this the best fit for you? Perhaps another technique is better suited for your application, and it might even be less expensive.
Even as a buyer, you want clarity on price, delivery time, and quality. Our working method focuses on identifying and managing risks. This is how we monitor quality and ensure a predictable logistics chain.
Further on, you'll discover the 5 phases of challenging your sensor solution.
Balance of interests
Besides balancing cost, quality, and delivery time, it is also important to find a balance between the customer's interests, the supplier's interests, and Sentech's interests. Hermen Kobus, Operations Director at Sentech explains: “If interests diverge too much, it can be difficult to find common ground. You look at what you can do to understand each other. If it ultimately doesn't work, you have to be honest enough to go separate ways.”.
Even at an internal level, competing interests are at play. Kobus adds to his story: “An engineer always wants to arrive at the best solution because they think from a technical perspective. If something is good, they will still say, ‘It can be better.’ After the engineer spends many more hours developing the product, it will likely improve slightly, but also become unnecessarily more expensive.”.
Car manufacturers like to work with companies that are IATF 16949 certified. Furthermore, this standard helps to set up work processes efficiently and effectively.
Optimal workflows
Together with you, we map out what is truly important to you. We do this with our work processes, which are based on the high quality standards of IATF 16949 (formerly ISO TS 16949). We monitor these strict standards with the APQP (Advanced Product Quality Planning) development process.
This model was developed in the automotive industry by Ford, Chrysler, and General Motors to deliver new products on time and within budget. By following the APQP phases, we identify and manage risks.
Documents in understandable language
APQP documents are inherently complex to work with. They use terms that not everyone is familiar with. We have simplified this model so that all parties can work with it efficiently. Documents and templates for the processes are written in understandable language.
Scale steps, never skip
Sometimes it is not efficient to follow all steps of APQP extensively. Depending on your expectations regarding quality, time, and price, it is possible to scale certain steps. From the perspective of ‘scale don't skip,’ we never skip steps because we always consider all risks.
“At every process step, we ask ourselves in a multidisciplinary team: ‘Are we going to do this step completely, or can we do it faster?’ Knowing that there are risks involved,” says the Operations Director. We map out the risks and weigh them against the quality standards that are important to you.
For example, if the length of a product is important, then an incoming inspection for dimensions makes sense. Kobus adds: “The moment I catch at incoming inspection that the product is too long or too short, I won't accidentally put work into it and send it to the customer. That costs money. Moreover, hours have already been spent on it. All for quality assurance. You must decide together whether the risk is high or not.”.
“If we know all the risks, we'll never be surprised by them.” - Hermen Kobus, Operations Director at Sentech
In 5 phases from challenge to sensor solution
Based on APQP, we go through 5 phases in a project. By following these phases, we identify risks in a timely manner and make them manageable. This way, you will receive your sensor solution at the agreed quality, price, and lead time.
Phase 0: Mapping the Problem Question
As an engineer, you come into contact with us because you need a specific sensor solution. Perhaps you already have a possible solution in mind. But is this the best solution for your problem?
By asking critical questions and probing further, our Account Team will work with you to determine what you truly need.
The importance of asking further questions
Asking critical questions and probing further are important for making risks clear. Like when the customer asks for a waterproof sensor. Waterproof has varying degrees: from rain-tight (IP X3) to pressure-tight (IP X8).
By asking further in this situation, we will know what the customer means by waterproof. The choice in this also influences the price.
Kobus gives an example where price plays a big role: “The customer says, ‘I want a pressure sensor,’ but it turns out they need a pressure switch. That might sound like a small difference. In terms of cost, there's a big difference, because a sensor can be more expensive than a switch.”.
If we deliver a product that meets all specifications but doesn't fit your application, we haven't done our job correctly.
Discuss your challenge
Phase 0 concludes with an open-up meeting with the full project team: Sales, R&D&E (Research & Development and Engineering), Supply Chain, Quality, Finance, and Production. Here, we pitch the problem statement, and the sensor experts propose a solution. We document this in the Product Initiation Document (PID).

Phase 1: Feasibility and Offering
Sales transfers responsibility to RD&E. In this phase, our Project and Production Engineers investigate the feasibility and capacity of a project.
Capacity
Capacity is central to whether we can and want to make it. The Operations Director gives an example: “Are we going to make 100,000 products, with an assembly time of 20 minutes per piece? That has implications for our capacity. Maybe we need extra personnel for that.”.
Technical and financial feasibility
We also investigate the technical feasibility. The client requests certain specifications. Can we make that? Is that technically feasible? For financial feasibility, our sensor experts, together with the Account Team, examine whether we can produce the product for the discussed price.
Phase 2: Product Design and Development
Once we receive the assignment, we can provide the draft project plan. During this phase, the lead time becomes concrete: we will make it clear when which project results will be delivered, tailored to your needs. Project results range from documents and drawing packages to samples or prototypes.
Prototype
With a prototype, we show you, the (R&D) Engineer, a functionally working product. The prototype is not yet made with the final means. For example, if the final product is to be injection molded.
“This is too expensive to do for just one piece. In that case, we'll 3D-print the housing. Therefore, the material and color may differ. It gives the customer an impression of how the product will turn out in the meantime. He can do tests with it: is this what I want,” Kobus explains.
Design risk management
We address design risks with the Design Failure Mode Effects Analysis (DFMEA). We prioritize risks based on the Risk Priority Number (RPN). We always address the highest RPNs to reduce risks.
Kobus provides an example: “The component is so sensitive to vibrations that we expect it to break down in that machine when vibrations occur. If the risk is too high, we will devise an action to reduce that risk. The description of this will be included in the Control Plan.”.
Critical to quality
This phase focuses on product design. This involves drawings and the software that needs to be included. Apart from drawings, you also discuss critical dimensions. “Like with the development of a load pin. The customer uses this pin in a gearbox. Gears will slide over the pin, so the fit has a certain dimensional tolerance. The pin also must not deflect too much. Here, we describe the critical dimensions, or what is ‘critical to quality’,” adds the Operations Director.
Phase 3: Process Design and Development
Now, the process of producing and assembling the series begins. We will carefully monitor the quality, as established in the previous phases. Details that are ‘critical to quality’ will receive extra attention in this process.
Process risk management
All process-related risks are captured in the Process Failure Mode Effects Analysis (PFMEA). Such as what can go wrong when components arrive at our facility in relation to the agreements with our suppliers.
Kobus sketches an example: “We took the risk of doing business with a supplier who has a delivery time of between three and five weeks. However, we need to deliver 200 sensor solutions to our end customer every two weeks. Then, in the Process FMEA, it may emerge that we need to build up a larger stock of products from that supplier. That way, we have a buffer if the supplier delivers late.”
Measurement system analysis
With Measurement System Analysis (MSA), we map out the reliability and reproducibility of our measurement systems. We control the variation of our measurement systems, so that the quality of your final product is consistent with every measurement. Even when multiple Assembly Engineers read data from the same measurement system.
“We make products here where the time of day we measure matters. It's colder in the morning than in the afternoon. So, it's sometimes important that assembly takes place at a constant temperature,’ according to Kobus.
Deployment to Production
For a successful transfer of Engineering to Production, we will create a work instruction for your sensor solution. In addition, the Project Engineer will teach the Assembly and Test Engineers how to assemble and test the product.

Phase 4: Product and Process Validation
Now that the people are trained, we begin the validation phase by producing a small series, for example, 20 units. With care, we ensure that your final product meets the desired quality requirements. We also test feasibility to determine the exact lead time and price.
Feasibility in time
If you need to produce 100 sensor solutions per week, you want to know if that's feasible in terms of time. The Operations Director explains: “We time exactly how long it takes us. This way, we know how many units we can produce per week and that the costs from the last calculation are covered.”.
Quality control
In Statistical Process Control (SPC), we establish quality limits: how much can quality deviate? With a control chart, we monitor quality requirements that are important for your product.
Kobus adds, “For example, if the length of a product is important, we determine how much that length can deviate. We check this with a control chart and test tool. Anything outside the norm is rejected.”.
Lessons learned meeting
We'll conclude Phase 4 with a ‘lessons learned meeting’. All involved team members will come together for this, and you as an (R&D) Engineer will also attend. We'll discuss what went well, what didn't go so well, and what we need to do differently next time.
“It happens that we've done a vibration test in phase 4, but in hindsight, it would have been better to do it in phase 2,” Kobus gives as an example. “This is how we continuously improve our work processes.”
Start series production
Now we know in detail how to create your sensor solution and what we need to consider. There is also now certainty about the lead time and price. Based on this information, we will prepare the quote for series production.
After we receive your order, the Production department will start series assembly of your sensor solution.
Supply chain control
Quality and selecting the right supplier go hand in hand. Kobus adds: “A supplier delivers quality products to me, with an agreed ppm level of 6,000. That means 6,000 parts per million are allowed to be defective. Our customer requires 30 ppm for their end product. In that case, I would rather do business with a supplier who can deliver 30 ppm, even if that supplier is slightly more expensive.”.

The tension between Sales and Engineering
The interests of Sales and Engineering sometimes diverge in a project. Sales wants to offer flexibility to the customer, while Engineering adheres to processes to maintain quality.
When a customer requests faster product delivery, Sales puts pressure on Engineering to make it happen. Because Engineering is responsible for quality, they strictly follow the process. These process steps take time, which sometimes conflicts with Sales' interests.
Through this area of tension, the teams find a middle ground between flexibility and lead time. This allows them to efficiently develop the sensor assemblies, with attention to quality and costs.
Integrate your sensor solution successfully!
During a sensor integration project, you constantly weigh three interests: cost, quality, and delivery time. It can be challenging to make the right choices in this regard. What are the risks and consequences of my choice? Is the technology I have in mind the right solution for my application?
Scroll through our free e-book for the answers to these questions. You'll also read practical examples of common sensor issues and solutions.
Immerse yourself in the world of successful sensor integration Download the e-book directly.

An optical encoder measures positions, lengths, and displacements without contact. They are often used as a feedback loop for positioning in machine control. This position sensor operates based on light and a ruler with a reflection pattern. They position with low resolution, accurate to within 1.2 nm! Furthermore, this technology has low power consumption, making the optical encoder suitable for applications in vacuum environments.
You want to move a machine. With an encoder, you know where the object is and what distance it needs to travel to reach the desired position. Does your application require position control with low resolution and high speeds?
Even in a vacuum environment, the optical encoder can be the solution. Read all about the possibilities of this position sensor.
How does an optical encoder work?
Similar to magnetic and inductive encoders, optical encoders also work with a ruler. In optical technology, the ruler consists of a pattern of reflectors, or the light-sensitive layer. As an object moves, the encoder is moved across the ruler. These rulers are available in both straight and circular designs.
Peter Verstappen, Account Manager at Sentech explains: “The transmitter of an optical encoder is a light source. Often this is a VCSEL, a piece of silicon that emits light. As soon as the ruler is illuminated by the transmitter, the pattern of reflectors reflects the light back to the receiver. This creates a waveform, an amplitude. This movement is converted into a sine and a cosine, which are translated into a signal. This signal tells the motor's controller the actual position of an object.”
Positioning feedback loop
Encoders are often used as a feedback loop for positioning in a machine. What does such a position control look like?
“A motor is tasked with moving an object from A to B. To know where the object is during the movement between A and B, you need a measurement. This measurement is the feedback loop to the motor's control. If the motor's control knows where the object is, the motor can supply the correct amount of power to bring the object to the desired position,” according to Verstappen.
Incremental or absolute
Optical encoders are available as incremental and absolute systems. What is the difference between these two types of encoders?
Incremental encoders
An incremental encoder measures step by step. This is because they measure the change and direction of movement. When starting up, an incremental system must ‘home’ to find the index – or the zero position.
Absolute encoders
An absolute encoder directly indicates the actual position. This encoder type does not need to ‘home.’ The system sees every position as a unique signal.
Compared to incremental encoders, absolute encoders are more complex and have higher latency values, resulting in a delay in data transmission.
If component size plays a significant role, precise placement is of great importance. Placement speed is also crucial here. This allows you to offer end products at competitive prices.
5 benefits of an optical encoder
- Very accurateWith a resolution of up to 1.2 nm, optical encoders are among the most accurate measuring systems for positioning.
- Small building formDue to its small form factor, the optical encoder is easy to integrate into compact machines. Housings are available as small as 9 x 7 x 1.2 mm.
- High speedsThanks to their advanced technology, optical encoders are suitable for high-speed applications. From 3 meters per second in entry-level systems to 10 meters per second in advanced systems.
- Suitable for vacuumBecause the light source of the optical encoder is a VCSEL, they require less power, making them generate significantly less heat. This also makes this technology suitable for vacuum environments.
- Immune to electromagnetic interferenceThey are immune to external electronic interference. Optical systems work with a balanced A and B signal. If this signal is disturbed, the differences between the A and B signals remain. This results in a good signal.
When do you use an encoder?
Before you select a specific type of encoder, it's important to know what an encoder does. With an encoder, you measure positions, lengths, and displacements. They are often used to control a position, in other words, as a feedback loop for positioning in the control of a motor or machine.
Depending on the requirements and environmental factors, you can determine which type of encoder best fits your application. For example, an inductive encoder or magnetic encoder is more suitable for a contaminated environment.

Optical encoders from Celera Motion with MicroE-technology are built from materials suitable for vacuum environments.
Position control in vacuum
In vacuum environments, there are no air molecules. Without air molecules, electronic systems can lose their heat poorly or not at all. “For optical encoders with a lens, this means they overheat, causing them to break down quickly. Because the MicroE encoders contain a VCSEL, they consume less power and generate much less heat. This makes these encoders suitable for vacuum environments,” Verstappen explains.
Do you want to use a system that overheats in a vacuum space? Connect the system to a conductive material. This is the only way to lose heat in a vacuum.
Measure displacements with extreme accuracy
An optical encoder measures displacements with an accuracy of up to 1.2 nm. However, the actual accuracy is determined by various factors, which also affects the system's price. Therefore, it's important to know what level of accuracy your application truly requires.
Absolute and repeat accuracy
Encoder systems are built from two factors that determine the precision of your measurement. Namely, absolute accuracy and repeat accuracy. When selecting a position sensor, it's good to know the extent to which these factors are important for your application.
Absolute accuracy is the actual position in space, without prior calibration or calling a reference signal. With repeat accuracy, an index signal is present. When the machine starts, the encoder always moves to this preset point first. That point is always the same. All movements are then made from the index.
Explanation:
With absolute accuracy, you move 10,000 mm, but how accurate is this 10,000 mm in reality? That 10,000 mm could actually be 10,004 mm. Repeatability is when you send the machine to the same position ten times. How much this position deviates from that position is the repeatability.
Tolerance field
Both absolute accuracy and repeatability have gradations in precision. The smaller the tolerance field, the more precise the measurement. If the absolute accuracy is 10 mu, and the repeatability is 1 mu, then the encoder may deviate by a maximum of 1 mu from the reference point. This margin may deviate by 10 mu from the actual (absolute) position.
The degree of absolute accuracy has a significant impact on the price of an encoder system. If repeatability is particularly important, you can usually find a more affordable system. Often, high repeatability is sufficient for reliable measurement.
Ruler material
Every material has its own coefficient of thermal expansion. For example, a metal ruler expands at high temperatures and with temperature changes. In contrast, glass has no coefficient of thermal expansion, making a glass ruler more reliable at higher temperatures.
Interpolation: An Even Lower Resolution
Do you want a lower resolution? You can do that! By interpolating the signal, you can measure more steps per second. The original signal is divided into even smaller steps. How much you can interpolate depends on the capacity of your controller: the input frequency must be able to handle the pulse train. Ensure that the input frequency of the controller is higher than the output frequency of the encoder.
How to prevent a dirty encoder
Because optical systems work with light, dust and dirt are fatal to the measurement results. To limit contamination, you can take this into account when integrating the encoder.
The Account Manager explains: “The design includes options that will make the system less prone to getting dirty. For example, you can mount it upside down or place it under a cover. Also, consider fingerprints. In certain positions, the ruler will come into contact with fingers more quickly. Furthermore, optical systems are suitable for cleaning. It's also advisable to reserve space for this in the design.”
How to select the right optical encoder?
Among optical systems, various options are available. To select the right optical encoder, it is important to know which requirements and environmental factors are relevant. It is important to be specific here.
For example, if you know that low latency is important for your application, you will also want to know how precise your system needs to be. And whether your system's control capabilities can handle that.
Map out which specifications are truly needed for your application with our sensor expert.
Sensor fusion is the ultimate form of sensor integration. Moore's Law enables the combination of diverse sensor types at the chip level within a single sensor module. While sensor manufacturers focus on perfecting their sensor technologies, Sentech independently works on the integrated sensors of the future. Read why sensor fusion enables next-generation applications.
Business development manager Marco Leeggangers responds enthusiastically to the latest sensor technologies. “Old and new techniques at the chip level are emerging. With new sensor techniques, the sensor manufacturer focuses on the further development of one technology. We see many opportunities for the integration of different sensors into one compact sensor application.”
What is sensor fusion?
When you google a Explanation of sensor fusion, the impression arises that it concerns sensor data. The term is also often equated with ‘multisensory data fusion’. Or the combining of data from different types of sensors in one system.
Leeggangers believes that is too limited a definition. “It's not just about data. True sensor fusion is combining sensor technologies in one integrated sensor module or application.” According to him, this offers many advantages. It also makes new applications possible because “more difficult detections” are feasible. In the following, you will read how fusion elevates autonomous movement to a higher level.
Diverse types of sensors examined
According to Leeggangers, Sentech regularly receives requests from startups and research centers to bring promising high-tech sensors to market. “We see various types of sensors and promising sensor technologies come through. Sentech focuses on innovation in sensor integration, not on mass production of sensors.”
Ultrasonic sensors
An ultrasonic sensor works with sound that is imperceptible to the human ear. This type of sensor is used in all sorts of detection applications. For example, for person detection, quality control, and for medical purposes.
A major advantage of ultrasonic sensor technology is the simplicity of processing detection signals. This technology is also relatively inexpensive. However, sound detection also has limitations, for example, the need for a controlled environment. The speed of sound is influenced by all sorts of factors.
Lidar and radar sensors
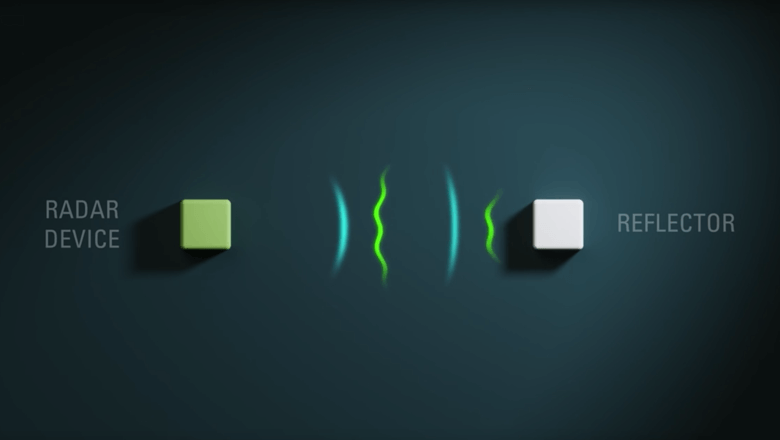
Lidar and radar sensors measure according to the same principle: ‘time of flight (TOF)’. The reflection of an emitted signal is received and processed by a receiver. By measuring the time between transmission and reception, the position, size, and speed of an object can be measured. Lidar works with light pulses (laser or infrared) and radar with radio waves.
Since both signals travel at the speed of light, detection is lightning fast. According to Leeggangers, sensor manufacturers are currently investing heavily in the further development of these sensor technologies, particularly to enable autonomous driving. Think of UAVs (unmanned aerial vehicles and drones) and AGVs (Automated Guided Vehicles).
Which method is preferred is a continuous discussion among users, manufacturers, and independent experts.
Leveraging the advantages of lidar and radar
“Innosent, a manufacturer of radar sensor technology, will particularly emphasize the advantages of radar. And Lidar expert Leddartech will underscore the benefits of Solid State Lidar,” explains the business developer.
Lidar scanning has more limitations in extreme weather conditions (such as snow, fog, and rain) than radar. On the other hand, radar is less capable of accurately determining the size and shape of objects. Furthermore, the resolution becomes less accurate as distances increase. Radar also requires more software filtering to remove interference.
“At Sentech, we integrate Solid State Lidar technology. The latest generation is much smaller, more robust, and more reliable due to the absence of moving parts. And radar has become significantly cheaper because it's now possible at the chip level,” says Leeggangers.
Suitable for autonomous movement
In the automotive industry, ultrasound, lidar, and radar are used separately for various autonomous driving functions. Such as lane assistance, parking assistance, cruise control, anti-collision systems, and so on.
The Netherlands is at the forefront of AGVs and UAVs in the Agriculture and horticulture. With drones, farmers keep an eye on their land. Robots clean stables, milk cows, and feed livestock for farmers.
Sensor fusion for next-generation applications
Sentech uses sensor fusion as the ultimate integration tool to enable next-generation applications. According to Leeggangers, there are no bad sensors. “However, a sensor is sometimes used incorrectly, which leads the user to see it as a bad sensor,” he says.
“We look at the customer's application, think about what they want to achieve with their application. Based on that, we select the best sensor technology and integrate it. That increasingly leads us into the field of sensor fusion. The combination of two sensor techniques yields new information. That information makes the customer's application smarter and better,” explains the product developer.
Chip-level development
Transmitters, receivers, and printed circuit boards are getting smaller. “That is also necessary to enable innovative integrations,” says Leeggangers. Weight, installation space, and power are limiting factors that require small-scale sensor development.
This is where Moore's Law also applies. The number of transistors in an integrated circuit doubles every two years. And according to Leeggangers, this offers opportunities for sensor fusion. Radar and lidar sensors with chip-sized transmitters and receivers are already available.
More complex detections possible with fusion sensor
As a sensor integrator, Sentech operates independently of sensor manufacturers. “There isn't one all-encompassing technology that can accurately detect everything yet. By combining sensor techniques, we want to enable more complex detections,” says Leeggangers.
“To allow a vehicle to move fully autonomously on the road or in a business environment, you must be able to detect and process all variables in the environment. Our primary focus is now on Agrotechnology.”
For example, Sentech works closely with Lely to enable advanced barn automation. “With sensor fusion, we are driving efficiency on farms, but also animal welfare and reducing environmental impact,” he concludes.
Fully automated herd management is still a long way off. However, feeding and manure robots are already bustling around many livestock farms, determining their position with sensors. According to Leeggangers, the next step is communication between fusion sensors in machines, vehicles, on the livestock, in the barn, and in the pasture.
Combination of high-tech sensors ultimate for integration
Sensor fusion therefore appears to be the ultimate integration technology. If you also (frequently) experience detection limitations and sensor challenges, then this technique is promising.
If sensor technology were not to grow exponentially at the same pace as computing power, we would not be able to fully benefit from the possibilities that artificial intelligence offers. This is according to TUE fellow Carlo van de Weijer. Because without accurate, preferably real-time, data, the unconditioned external world is incomprehensible to AI. In that sense, the integration of sensors in the AI era we are in is many times more important than the quality of actuators.
Carlo van de Weijer also sees it happening: the hype around artificial intelligence. ‘Some startups are just saying they're doing AI to raise more money.’ The director of the Eindhoven AI Systems Institute (EAISI) at Eindhoven University of Technology compares the situation to how the internet was viewed about thirty years ago. ‘Everyone said you had to get on the internet, but nobody knew exactly how or what, so in practice not much happened. We now know how impactful that technology has been. The reason we're talking so much about AI now is because we foresee that machines will become smarter than ourselves in the foreseeable future. We need to get to work on it.’
Van de Weijer substantiates that statement with three arguments. ‘To begin with, technological development, and thus the growth of computing power, is not stopping. There is no reason whatsoever why that development would stop,’ according to Van de Weijer.
Bag with algorithms
The second reason is that the development of AI does not stop at human intelligence. ‘Our brains are limited to one skull with a clock speed a million times slower,’ Van de Weijer explains. ‘If we collaborate with machines, we are more intelligent and can postpone the moment when computers surpass human computing power. But humans have finished evolving; machines have not.’
Don't people then have an advantage because they have consciousness, character, humor, or a soul? That question leads Van de Weijer to his third argument: ‘You then enter into a philosophical discussion. Can a machine ever enjoy a piece of chocolate? We can, but isn't that also just because we've learned that chocolate gives us energy? I admit, it's not the most romantic way to view a human, but aren't we essentially more than just a bag of algorithms? If there is any difference between human consciousness and AI, I don't think it will give us an advantage anymore.’
What is intelligence?
Scientists don't entirely agree on how long it will take for AI to surpass human intelligence, also known as the singularity point. The renowned futurist Ray Kurzweil, in his book ‘The Singularity Is Nearer’ (2024), suggests we will reach that point as early as 2029. Others estimate it to be somewhere around 2055-2060. ‘In any case, very few scientists are still saying it will never happen,’ Van de Weijer notes, immediately emphasizing that AI can already have a tremendous impact much sooner. ‘We're already seeing that now.’
To properly categorize the level of artificial intelligence, we must first define intelligence. Van der Weijer likes to use the description by American psychologists Robert Sternberg and William Salter. ‘They describe intelligence as...“goal-directed adaptive behavior”In classical automation, you start with the input. You run a program on it, and then you get your output. Many things called AI are actually nothing more than that. For me, something is truly artificial intelligence only if you provide the input, define the output, and let the machine determine how to get there itself. If the output isn't satisfactory, true AI can adjust the program until the output is correct.’
Sensors crucial for AI
For Van de Weijer, there's another important reason why the attention for AI has exploded in recent years, and that's sensor technology. ‘Computing power is developing exponentially. When something develops exponentially, people always underestimate it because we are linear thinkers,’ he begins his explanation. ‘Many systems can be reduced to a sensor that measures something, computing capacity or a bit of intelligence that, based on the measured data, draws a conclusion and then gives an order to an actuator. On top of that is a feedback loop to assess whether the action actually leads to a better measurement. That's how a system iterates towards the right outcome.’
Of course, actuators are improving, Van de Weijer admits. ‘Electric motors, pistons, hydraulic systems, you name it, the performance of such components increases every year. But that development is linear, not exponential.’ That's in contrast to sensors, Van de Weijer argues: ‘They ride the wave of Moore's Law, just like available computing power. Look at cameras, lasers, lidars. That type of technology all starts very expensive but gets incredibly small very quickly. And especially much cheaper. At a certain point, it even goes on-chip. It's happening incredibly fast.’

EAISI Director Carlo van de Weijer: ‘Start experimenting with AI; you will almost certainly become more productive.’ Photo: Bart van Overbeeke
Blame it on the sensors
Van de Weijer believes that the faster development of sensors compared to actuators is good news for AI. To clarify, he provides an example: ‘Try driving a car blindfolded. That won't work. However, if the steering system isn't working perfectly, you can still avoid all sorts of things. As long as you're getting the right data, there's still something you can work with. Without data, or with the wrong data, you have a serious problem.’
Sensors are therefore key players in the development of AI. With only exponentially growing computing power, it wouldn't progress nearly as fast, states Van de Weijer. But because sensor technology is also developing exponentially and sensors are being integrated more and more effectively, AI algorithms continue to receive the right – and sufficient – data, allowing intelligence to truly continue developing exponentially.
Unconditional world
Artificial intelligence sets conditions for the data it receives via sensors. But what those conditions precisely are is highly unpredictable. ‘As a sensor supplier and integrator, you will have to deal with that adequately and decisively,’ according to Van de Weijer. ‘You cannot make the world predictable. That would be nice for AI, as artificial intelligence functions best in a conditioned world. But then you would have to install traffic lights everywhere, regulate the weather, and so on, which is obviously impossible. You can only make AI work in the unconditioned, real world if you know the conditions of that world in real-time. That is the essence.’ And that requires well-integrated sensors.
Experiment
As stated, even AI evangelist Van de Weijer believes that sometimes too many rosy promises are made when it comes to AI. ‘I don't believe artificial intelligence will replace humans. But I do think that people who work with AI will replace people who don't work with AI. Because AI makes you structurally much more productive. We need that efficiency boost to continue economic growth.’
The director of EAISI is therefore not in favor of banning the use of tools like ChatGPT in schools. In fact, he urges everyone to get started with AI tools. ‘Just ask ChatGPT which tools could be interesting for your field,’ he smiles. ‘And start experimenting. You will almost certainly become more productive. Humans are distinguished from other animals because we use tools and share them with each other, further developing and improving them. Until now, these were tools that supported our arms or legs, but with AI, we have arrived at tools that help our brains. This is a development that cannot be stopped, so you might as well make the best of it. With sensors as a fundamental component.’
Discover the Six Levels of Sensory Integration: A Look into the Future
The development of AI goes hand in hand with advances in sensor technology. Sensors provide the crucial data that feeds AI algorithms, but without smart integration, we cannot fully utilize these technologies.
Would you like to learn more about the trends and challenges in sensor integration? Then read our blog about the future of sensor integration,in which our experts discuss the six levels of integration and explain how they contribute to innovation.
When integrating absolute encoders, OEMs and machine builders push the limits of catalog products. Unfortunately, these off-the-shelf components often prove unsuitable for your application. For instance, they may be too large, too heavy, or have the wrong form factor. Sensor manufacturers are aware of this. And they are responding to this need.
Increasingly, the available features in such a component are becoming the stumbling block. Then there are features included that developers don't need at all, while the functionality that could make a difference is precisely what's missing.
Sensor manufacturers are tapping into this trend. They are bringing stripped-down versions of their products to market. They are going back to the basics of their solutions. The functionality of the sensors remains solid, but the rest of the features have been removed. In other words, bare electronics.
A machine developer or sensor integrator can build a shell around it according to their own wishes and insights. Such a component requires more attention in terms of integration. But then it is also perfectly tailored for the application. The result is more compact and lighter, which is interesting in places where space is limited or mass plays an important role.
For example, a component that was previously only available in a robust aluminum housing is now also available in a stripped-down version. Such a stripped-down sensor consists of a small circuit board or even a single component that the user can place on a circuit board themselves. The complete functionality is retained, while all extraneous elements are removed, allowing such a version to form the basis for many secondary applications.
Celera Motion launched a line of absolute optical encoders with a focus on flexibility. The Aura chip encoders stripped of all non-essentials without compromising the intelligence of the sensors. Users can choose which features they want to add and fully customize the encoder for their specific application.
Easily integrable absolute encoder through minimalistic design
A good example of this development is Celera Motion's Aura encoder line. The variants in this series of absolute optical encoders all have a minimalist design. “They are chip encoders, PCB components that you can integrate into your own design,” says Rob Kuijpers, Product Manager at Sentech. “That's very interesting for OEMs because they can do anything with it. They do have to put in more effort for it. But they can implement it exactly as they want, allowing them to build the encoder system to precisely match their specific application.”
The Aura encoders are highly suitable for applications in, among others, the high-tech market, high-end robotics, and pick-and-place machines. “Think of applications where the sensor needs to be very small or where mass is of great importance, such as when it's integrated into an end-effector,” Kuijpers explains. “And it concerns situations where optical encoders are required to provide a very precise absolute position value.”
Optical miniature encoder
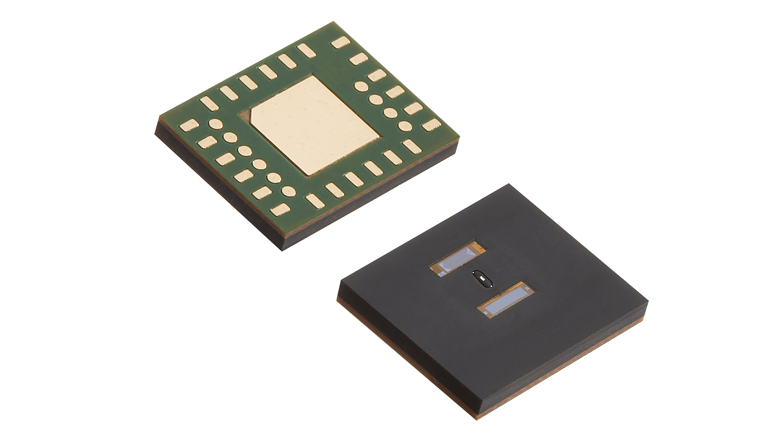
The Aura is not the first absolute optical encoder on the market. Existing solutions are significantly larger and more expensive. Celera Motion's chip encoders are very small (9 by 7 by 1.1 mm), feather-light (about one and a half grams), and considerably cheaper.
Please note that the encoders due to their optical character perform best in relatively clean environments. Dirt and moisture are detrimental to the extremely precise measurement.
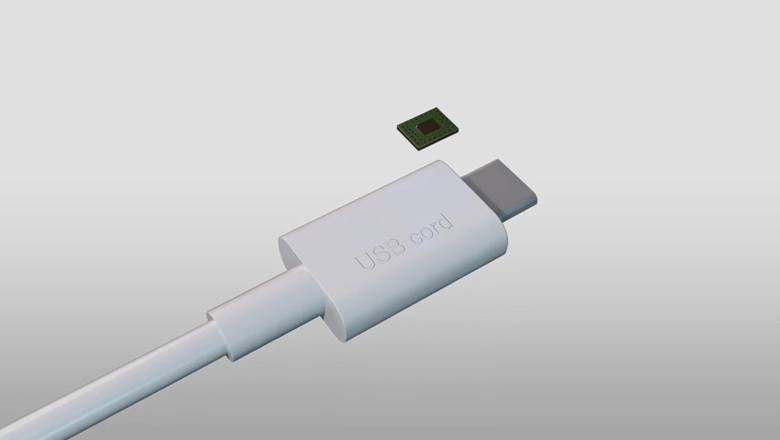
How big is such a chip encoder really? This Aura chip encoder is 9 by 7 by 1.1 mm. Here are the proportions compared to a USB-C connector.
Absolute positive value
The Aura encoders work with an LED as the light source. The light from the LED in the Aura is blue, and this was a deliberate choice. The shorter the wavelength, the smaller the details that can be distinguished. This means that these absolute optical encoders from Celera Motion therefore perform better.
The beam falls on a pattern of chrome stripes deposited on glass. The reflection of light on all these stripes creates a diffraction pattern that can be read out with a receiver. “The Aura encoders contain two such stripe patterns,” Kuijpers knows. “One is neatly repeating, the other semi-random. By combining the two diffraction patterns, the system can calculate an absolute positional value.”
How accurate are Aura encoders?
It's not possible to express exactly how good Aura encoders are with a single number. Usually, three main specifications are considered: absolute accuracy, repetition accuracy, and resolution.
Absolute accuracy
“The first spec is determined by the ruler you use,” explains Kuijpers. Celera Motion has opted for a glass scale with an accuracy of +/- 3 µm per meter. The manufacturer is tinkering with a variant based on a Metal tape measure. That is slightly less accurate at +/- 5 µm per meter, but much cheaper and therefore interesting for applications that don't require the absolute best in terms of absolute accuracy.”
Repeatability
The repeatability of the Aura encoders is, according to the spec sheet, 1 LSB, which stands for least significant bit. Kuijpers explains: “The value depends on the resolution of the encoder. In this case, the repeat accuracy therefore corresponds to the smallest resolution step.”
Resolution
Celera Motion provides a resolution for the Aura's in the range of 12.5 to 200 nanometers. Kuijpers: “You can achieve a resolution of less than a micrometer, that's for sure. Another major advantage of the Aura encoders is that they are very fast. So you can sample quickly, allowing you to average multiple measurements without too many negative side effects, thereby improving the resolution.”
New perspective on integration
The integration of Aura encoders is more involved than with a standard sensor. “It requires a new way of looking at integration. That approach fits well with our way of working, ”in which we work together with our customers towards the best implementation and integration,“ states Kuijpers. ”In consultation, we look at which variations, features, and cabling we add. That ultimate flexibility opens many doors."
Sentech works technology-independently. The customer's needs determine which sensor technology is the best fit. Therefore, we carefully select our technology partners based on quality, roadmap, and continuity.
With this step, we combine our integration knowledge with Baumer's technology. This way, we support machine builders, OEMs, and high-tech companies in the Benelux in developing their systems faster, smarter, and more reliably.
Baumer meets this standard. We have added Baumer to our technology portfolio, an internationally respected manufacturer of sensors, encoders, and measuring systems for automation and mechanical engineering. From now on, we can deploy Baumer technology wherever it offers the best solution for your application.
What this means for our customers?
Baumer expands our technological playing field. With Baumer, we can offer a better choice, tailored to your application, the environment, and lifecycle requirements. Our approach doesn't change: we start with the application, select the best technology, and build the solution entirely in-house: from engineering and (custom) assembly to validation and continuous supply.
By aligning component selection and integration technically from the start, you prevent unnecessary test cycles and redesign. This saves time in your development process and helps keep your schedule achievable.
What Baumer adds
Baumer is known for high-quality sensor technology for demanding environments, from positioning and detection to precise measurement. We apply this technology where it fits: as part of a broader solution, tailored to your system.

Egbert Stellinga, Product Manager, Sentech
With Baumer, we are expanding our technological playing field. Not because we want to carry a new brand, but because Baumer is the best choice for our customers in certain applications. This fits perfectly with how we work: customer demand determines the technology.
Are you considering Baumer for your machine design?
Are you working on a new machine or optimizing an existing application? Then we'd love to help you determine if Baumer is the right choice, and how we can best integrate it into your system.
Feel free contact us.
Development starts with the right choices, and that can begin right at the workbench. The EVL Evaluation Encoder from Netzer is a configurable development tool that gives engineers insight into performance, protocols, and integration early in the process. This allows you to easily test if an encoder fits your system before you build further.
The EVL is a practical development tool designed for rapid system integration and early-stage optimization. For example, the resolution and protocol (BISS-C or SSI) are configurable. The EVL works with a software-based multi-turn counter and built-in tests (BIT). This gives you direct insight into performance and integration, right from your workbench.
This makes the EVL suitable for robotics, aerospace actuators, and industrial automation, among other applications.
Complete and immediately deployable
The EVL is delivered in the familiar VL encoder housing (Ø13–247 mm), including a pre-assembled cable and D-sub connector. With the Encoder Explorer software, you have access to all parameters and diagnostics, such as:
- Limits View to illustrate limit values
- Map View for protocol behavior and integration effects

Want to learn more or get started?
Would you like to know if the EVL encoder is suitable for your application, or discuss integration into your prototype right away? Contact us. We will help you with configuration, choices in the development process, and smooth integration of the EVL into your system.
In use cases requiring three-dimensional environmental perception, such as navigation, object detection, or environmental monitoring, lidar is often the most suitable technology.
We have added Ouster to our technology portfolio, a respected manufacturer of digital lidar sensors for industrial automation, robotics, mobility, and smart infrastructure.
Sentech works technology-independently: the application determines which sensor best fits, and we select our technology partners based on quality, roadmap, and continuity. Ouster meets that standard.
When is lidar the right choice?
Lidar is relevant when accurate 3D data is needed in dynamic or complex environments. Consider AGVs and mobile robots that need to navigate safely, machine safety where objects at close range need to be reliably detected, or infrastructure monitoring where a complete spatial image is required.
Ouster's digital architecture is distinguished by a number of points that are practically relevant for engineers:
- High-resolution 3D imaging, useful for object detection and navigation, even at short distances.
- Robust performance in challenging conditions such as rain, dust, vibrations, or changing light conditions.
- Modular platform, the same sensors can be used in different applications without needing constant readjustments.
- Standardized interfaces and SDKs that help to quickly prototype or upgrade an existing machine.

This 3D point cloud is generated by a lidar and shows thousands of measurement points that together form a 3D image of the environment. This allows machines to recognize objects and navigate safely.
Our approach is not changing
Ouster expands our technological playing field. We always start with your application: what is the measurement challenge, what are the environmental requirements, and what is the best technological choice? Sometimes that's lidar. Sometimes radar, vision, or another sensor technology. We select and build the solution entirely in-house: from engineering and (custom) assembly to validation and supply chain management.
“Ouster builds lidar sensors that perform where it counts: in complex environments, over long periods, in diverse applications. This aligns with what our customers expect from us, and what we expect from our technology partners.”
Egbert Stellinga – Product Manager, Sentech
Curious if lidar fits your application?
Are you working on a machine or system where 3D environmental perception plays a role? Then we'd be happy to discuss with you whether Ouster is the right choice, how it integrates into your system, and what that means for your development path.
Feel free to contact us.
What started as a bold step in a single-family home has grown into a leading technology company in sensor integration. On October 11, 2025, Sentech will celebrate its 25th anniversary. A milestone that not only makes us proud but also grateful, because it began with one decision that truly made a difference for customers. And we continue to do so today.
In 2000, Marcel worked for a sensor supplier that sold two product lines to a competitor. The competitor immediately declared the products obsolete and replaced them with their own sensors. Customers had to adapt their machines, which led to great frustration. Marcel thought: this needs to be different; customers shouldn't have to suffer for this. He arranged direct delivery from the original manufacturers and let customers know they could come to him for their trusted sensors. Together with his wife Birgit, he started Sentech, from their home.
This building made way for an office building in ‘s-Hertogenbosch in 2001. In the following years, there were four more moves, to different locations in Nieuwkuijk.
Sensor integration as a specialization
Soon, the demand arose for more than just delivering sensors. Customers wanted customizations: a different connector, better integration into their machine, advice on integration. This is where Sentech's DNA was formed: we solve sensor challenges that cannot be solved with a standard sensor. With our knowledge of sensor technology and the application, we develop a suitable solution, often plug-and-play, that precisely meets the customer's requirements. We have since grown into a one-stop-shop, even taking responsibility for the entire supply chain. This way, we unburden our customers from start to finish.
From certification to more complex sensor solutions
Our perception of quality underwent significant development. In 2001, we obtained ISO 9001 certification. In 2008, we followed this with IATF 16949 certification, a stringent standard for the automotive sector. Thanks to this standard, we can also solve the most complex sensor challenges.
Our approach grew with technological advancements. In 2016, Sentech established its own Engineering department, allowing us to develop proprietary sensor solutions that are not yet on the market. This includes chip integration or applying radar technology in agricultural applications.
In early 2024, we moved into our new premises at Klompenmaker in Nieuwkuijk, right off the A59. A great step, as it significantly increased our space: 400 m² of production space and a high-end 240 m² cleanroom.
On to the future
After 25 years, our passion for technology is as strong as it was on day one. And just like then, we believe in building long-term relationships. With clients, partners, and colleagues.
We are broadening our foundation now. At Sentech, we are working on a larger plan where we will integrate motion and control solutions alongside sensors. We are doing this together with our sister company Zilvertron, with whom we are joining forces to offer customers even more complete solutions.
Without the trust, commitment, and collaboration of everyone around us, our growth would not have been possible. We are truly grateful for that. Here's to the next 25 years of smart innovations, strong collaborations, and technology that makes a difference.
Timeline: View Sentech's Milestones










The radar sensor measures distances, movements, and speed. By reflecting a high-frequency signal off an object, the sensor calculates the distance to the object. The transmitted signal is reflected by, among other things, buildings and liquids. This makes this distance sensor suitable for applications such as liquid level measurements, distance measurements in traffic, and object detection.
Unlike distance sensors such as ultrasonic and laser, radar can measure through materials like plastic. This allows for the invisible integration of the radar sensor into your application. Furthermore, this robust technology is insensitive to wind and moisture.
How do radar sensors work?
Radar works based on time of flight: the sensor measures how long a signal has been traveling. The integrated antenna of the radar sensor transmits a high-frequency signal (62 GHz), which is the transmission signal. A lower frequency (10 MHz) is also modulated within this signal. When the signal is reflected by an object, the sensor receives the signal back. The sensor measures the phase shift between the two frequencies. The time difference between transmission and reception determines the distance between the object and the sensor.
Frequencies create opportunities
Every frequency has unique properties. Depending on the frequency's height, you will have a different type of reflection or none at all. For example, with a 5 GHz radar, you can very effectively detect rain clouds at very large distances. That frequency reflects very well off moisture crystals. If you use a 60 GHz radar, for instance, it will not recognize rain clouds and will go right through them. However, an airplane or another object will reflect the signal.
Unlike radio signals from broadcast stations, radar sensor signals are reflected by buildings and liquids. This is because radar frequencies are higher. The higher the frequency, the less impenetrable a wall becomes, for example.
Radar is an abbreviation for Radio Detection and Ranging. This means finding and measuring (objects) using radio signals.
The alternative to ultrasound and laser
Besides radar, you can also measure distances using ultrasound and lasers. Each technology has its own advantages and disadvantages. For example, ultrasound sound signals cannot measure through materials like plastic and crops. Light signals from lasers are also hindered by these materials. Additionally, sound is sensitive to displacement by wind.
Unlike sound and light signals, radar signals can measure through most materials. Only metal objects cause the signal to be dampened. Thanks to these properties, radar is suitable for agricultural machinery, for measuring the distance to the ground, without crops affecting the measurement results.
Applications
You will find radar in both indoor and outdoor applications. The radar sensor is used for distance measurement, both at long ranges and at heights. Because every frequency has different properties, radar is suitable for a wide range of applications.
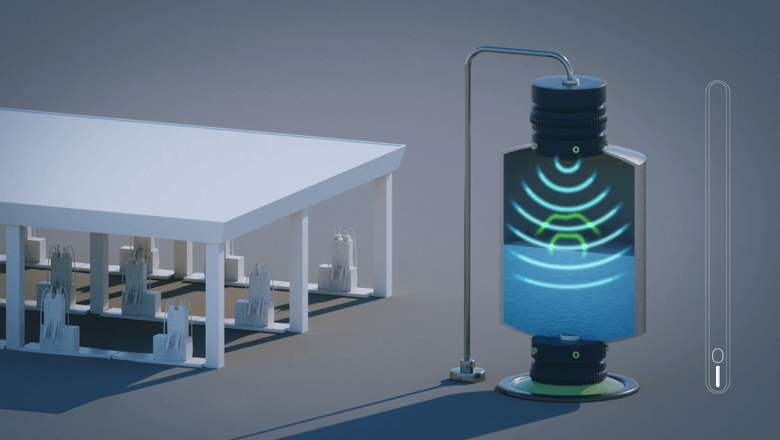
Liquid level gauge
At the correct frequency, radar can measure the liquid level in a tank. The transmitted signal travels through the air to the liquid surface, which reflects the signal back. The sensor ensures reliable measurement, even under harsh conditions such as vapor and high temperatures.
Distance Measurement in Traffic
Radar is also used for distance measurements in traffic, such as adaptive cruise control in cars. Because the technology is reflected by metal at almost all frequencies, radar ensures a safe traffic situation.
Distance Measurement for Agricultural Machinery
In the agricultural sector, we also see radar making a return. For example, in the Agrifac spray booms. Here, radar sensors measure two distances: the distance between the spray boom and the ground, and the distance between the spray boom and the crop. The sensor also measures plant density.
5 benefits of the radar sensor
The properties of radar determine whether this sensor is a solution for your application. Here are 5 reasons to choose radar.
- Seamlessly integrate
Because radio signals can pass through plastic, the sensor can easily be hidden behind a plastic plate. This way, the technology does not detract from the design of your application. - Robust
Because radar is so easy to conceal behind materials, the sensor is not visible. This makes it robust and prevents vandalism. Furthermore, this integration protects the sensor from environmental factors such as moisture and dirt. - Suitable for demanding conditions
Compared to ultrasonic and laser sensors, radar sensors are less sensitive to rain, snow, heat, dust, steam, and dirt. Furthermore, measurements are reliable in strong winds because the transmitted signal does not blow away. - Many materials are measurable
Each frequency level has a different reflection and penetration on materials. If you want to measure a material or not, you can adjust the frequency accordingly. - Secure technology
The radar used by Sentech operates on a one-chip radar. This is a radar built on an Integrated Circuit (IC), or chip. Because of this small chip, you can transmit with minimal power. This makes this technology very safe for people and animals.
Challenges in radar integration
The radar's measurement range is 180 degrees. If the measurement range is too large for your application, it can lead to unreliable measurements. Sometimes you want to measure directly in front of the sensor and focus the transmission signal. In these cases, you place a dome over the radar sensor. Due to the time-of-flight difference between the different plastics, the transmission signal is focused to one point, similar to a directional antenna.
More measuring with sensor fusion
Combining multiple sensor technologies in one application. That's sensor fusion. This utilizes the benefits of both sensor types. Furthermore, the technologies eliminate each other's disadvantages.
This is how radar and lidar are combined to allow vehicles to drive autonomously, such as AGVs. Using two sensor types is necessary to ensure the safety of autonomous driving.
How do you integrate radar into your application?
If your application requires a distance sensor, the radar sensor can be an option. This robust technology can be invisibly integrated into your design. Moreover, the measurement results are reliable even in conditions such as wind, rain, dust, and high temperatures.
Whether it's liquid level measurement, distance measurement, or object detection, there's a good chance radar will fit your application.
Sensortrends: smart design and efficient purchasing (video podcast)

The demands on machines are constantly increasing. From extreme precision in high-tech applications to robustness in agricultural applications: sensors must continue to perform under ever more challenging conditions. How can engineers and purchasers ensure they make the right choices in both design and procurement? In this podcast, we dive into the world of sensor integration, with insights you can directly apply in your development and purchasing processes.
Our sensor experts discuss the challenges in sensor integration and share practical experiences. All from their own perspectives: sales, engineering, and R&D. They address concrete issues such as choosing the right housing, integrating rotation encoders in dirty environments, and ensuring long-term availability.
But it's about more than just technology. Good communication between engineering and procurement is essential for future-proof sensor integrations. How do you align technical requirements with costs, availability, and lifespan? And how do you respond to trends like digital twinning, chip integration, and the rise of radar and lidar?
What you can expect
In this podcast, you'll hear concrete practical examples, honest insights, and clear advice about:
- Balancing Precision vs. Robustness
- Managing changes in components
- The balance between innovation and security of supply
In short: an episode full of useful insights for anyone involved in designing or purchasing machines with sensor technology.
Watch or listen to the video podcast ‘sensor trends: smarter design and efficient purchasing’

Elias van Wijk has started as CEO of Sentech. With his international experience and strong focus on growth, we are ready for a new chapter in our development.
Elias brings a proven track record in achieving growth and leading technological organizations both domestically and internationally. His background in successful mergers and acquisitions aligns well with our ambitions.
Elias van Wijk is looking forward to his new role and sees plenty of opportunities to further strengthen Sentech: “Together with the team, I want to set the course towards a leading position in integrated sensor solutions in Northwestern Europe. Customer value, technological progress, and sustainable relationships will be central to this. I am convinced that with this focus, we can make a long-term impact.”
Part of the Techwell Group
With this change, we are also taking steps at the group level. Sentech is part of the Techwell Group, which also includes Zilvertron. Within this group, we focus on integrated sensor, motion, and control solutions for OEMs in sectors such as medical & robotics, defense & heavy vehicles, semicon, agrotechnology & aquahorticulture, and intralogistics. Elias van Wijk is also appointed as CEO of the Techwell Group.