For several years now, Sioux CCM has been working on a highly precise and fast-moving belt for inkjet printing systems, among other applications. The latest generation of the device uses Azbil sensors, supplied by Sentech, which was also closely involved in the integration.
CCM from Nuenen – part of Sioux – is known as a developer and supplier of mechatronic modules and systems. The company usually does this for external clients, but it also develops products independently.
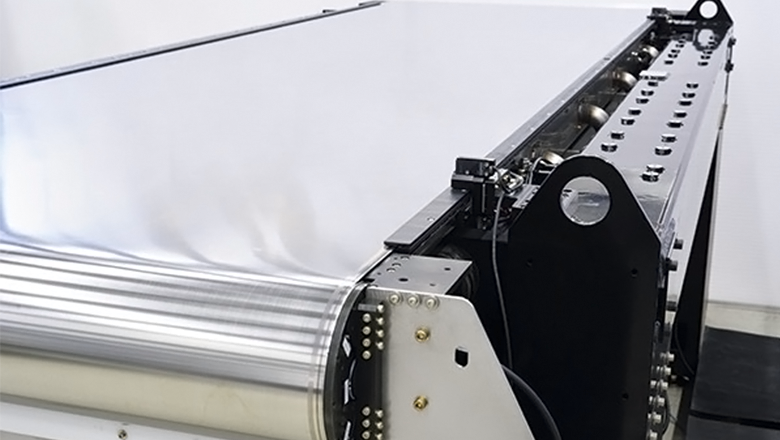
One of these is the Generic Substrate Carrier (GSC), a steel conveyor belt that is suitable for moving a substrate very precisely and at high speed under, for example, a series of inkjet heads.
“A normal conveyor belt is constantly mechanically corrected so that it doesn't slide off the rollers,” explains CCM CTO Arend-Jan Beltman. “This means such a belt never stops, but is constantly wobbling.”
An alternative method to check the belt is to vary the distance between the rollers. “However, that introduces stresses into the belt and the center of the belt moves. You don't want that either.”
Gert van Ooik, mechatronics designer at CCM, adds: “For a resolution of 300 dpi, it's still possible with conventional systems. You have to set them up very well and then, above all, not touch them anymore. But if you want to go to 600 dpi or even 1200 dpi, that's no longer sufficient. Over a distance of about two and a half meters, there are various print heads printing different colors. They are spaced so far apart that the image is built up with displacement. So, you have to ensure that the droplets always land in the right spot and that the overlap is correct. This places enormous demands on the mechatronics and the measuring systems.”
10 micrometer accuracy with Sentech sensors
CCM has introduced and patented a technique in which it continuously holds the belt with reluctance actuators. Beltman: “With ordinary rollers, it is impossible to transport a substrate properly and precisely. Small forces in the substrate quickly lead to stress, and then you lose your accuracy. We have devised a solution that removes the substrate's properties from the equation. The trick is that we use a steel belt that is barely sensitive to tension variations and is driven by a segmented roller. With those segments, we can influence the belt and guide it.”
The carrier consists of a highly precise stainless steel belt, 0.3 millimeters thick. It is typically 1.25 meters wide and over eight meters long, but CCM can vary this upon request. The belt has small holes so that the substrate can be temporarily attached with a vacuum.
“In an ideal world, the edge is straight and you can create a simple feedback loop,” says Van Ooik. “In practice, however, there is about half a millimeter of variation. Quite good, but not good enough for the application. We aim for an accuracy of better than 10 micrometers.”
If you want to manipulate, you also have to measure. CCM has therefore introduced two sensors that measure the position of the tire. They have a C-shape with transmitters in the lower leg and receivers in the upper leg. The sensors are approximately two meters apart along the tire.
“Two sensors are needed because there's a second degree of freedom in the band: it can also rotate slightly around the z-axis,” Van Ooik explains.
Best performance with Azbil sensors from Sentech
The current GSC is already the third generation of the machine. In the earlier two generations, CCM used a sensor that only registered light intensity based on position-sensitive device technology. The further the belt was inserted into the sensor, the less light was transmitted.
“It worked reasonably well, but pure intensity turned out to be insufficient as a measure of position in practice,” says Van Ooik. A tiny bit of stray light and you're already off.
CCM switched to CCD technology. “That is less sensitive to these kinds of phenomena,” Van Ooik explains. Although CCM restrains the steel band with a cover strip, small height differences remain. “CCD sensors can handle that well. We've validated that. We measured at different heights, but that had no effect on the output value.”
The designers from Nuenen put three providers through the wringer: Keyence, Sensor Partners, and Sentech. They paid attention to aspects such as accuracy, reproducibility, linearity, resolution, and response time. “Ultimately, Sentech delivered the best performance for this application with their Azbil K1G sensors,” according to Van Ooik. These are also C-shaped sensors with a transmitter-receiver combination.
Sentech account manager Sean Ram: “The transmitter is a row of lasers. Together they form a linear beam seven millimeters wide. The receiver is a series of CCD pixels. If an object enters that light curtain, you can determine the coverage; how many pixels are covered?”
The receiver thus consists of discrete pixels. Ram: “We can interpolate between them to achieve a higher resolution. This can be done by comparing the outlines of the individual pixels. However, this alone will not achieve the resolution we specified in the specs.”
Azbil also employs other methods to improve the resolution of the measuring system, but Ram is not authorized to say much about those. The data from the transmitter and receiver go to a controller. This controller typically includes a range of functions for determining length or width, among other things.
“This system contains a controller that can process four sensor heads simultaneously. The two heads in the GSC are thus connected to the same controller. A third sensor, which is only used during the calibration phase, is also connected to this controller,” according to Ram.
Super-fast response time
The Azbil sensors achieve a resolution of 0.1 micrometers and a repeatability of 1 micrometer. Ram: “For this type of sensor, that's quite accurate.” Van Ooik: “We had a budget of ten microns, but we wanted to allocate only a few mu to the sensor at most. That was successful.”
The sensor's response time was an issue, according to Van Ooik. “It's part of a feedback loop. For fast control, a short sensor response time is essential. In the specifications, I read that Azbil had a sensor in its range with an update frequency of 4 kHz. That's great, I thought, especially for a CCD-based system. Unfortunately, it wasn't available in Europe because it hadn't been EMC-approved yet.”
At Sentech's insistence, Azbil is now trying to get the sensor onto the European market, even though it wasn't on the Japanese company's roadmap. However, this is not strictly necessary for CCM. The current sensor's response time of half a millisecond is sufficient for now.
“At the moment, we only occasionally get requests for a GSC that can run at its maximum speed of 2 m/s,” says Van Ooik, “but it's possible that the print heads will be able to work faster in the future. Hopefully, by then, we'll only need a firmware update to switch from 2 to 4 kHz.”
Successful and effective collaboration
Sentech's effort at Azbil is characteristic of the collaboration between the sensor specialist and CCM. Ram: “Together with CCM, we went through the testing process. You regularly encounter results that are not so easy to explain. How should you interpret those measurements? Due to our good relationship with Azbil, we were able to provide quick answers. And when a sensor was quickly needed for an update for a customer, Sentech arranged for everything to be available within two days.”
CCM-cto Beltman: “That works very pleasantly. Through Sentech, we have direct contact with the sensor developers in Japan.” Van Ooik adds: “Normally, you don't get in there that quickly. Difficult questions for a development department often remain unanswered if you are a small customer like us. You just can't get through.”
Beltman again: “At CCM, we are happy with suppliers who think along. These are generally not straightforward applications for us. This project is not the first; we have also worked successfully with Sentech several times in the past.”
As mentioned, the GSC is intended for transporting substrates. These can be paper, film, glass, or panels. CCM conducts many practical tests with DJM from Harderwijk, a specialist in inkjet printing who contributes a lot of application knowledge. The GSC has already been used in a groundbreaking system to create interconnects between solar cells.
“We see many customers having problems with the transport of substrates, especially when it comes to films,” says Beltman. He doesn't want to name names yet, but Beltman claims there are ‘quite a few interested parties’.
“It's a conservative market and nobody wants to be the first. Many companies view it as an interesting solution to a unique problem. With one customer, we're already well on our way; that could become a nice series.”
Where is your challengeChallenge our challengers!
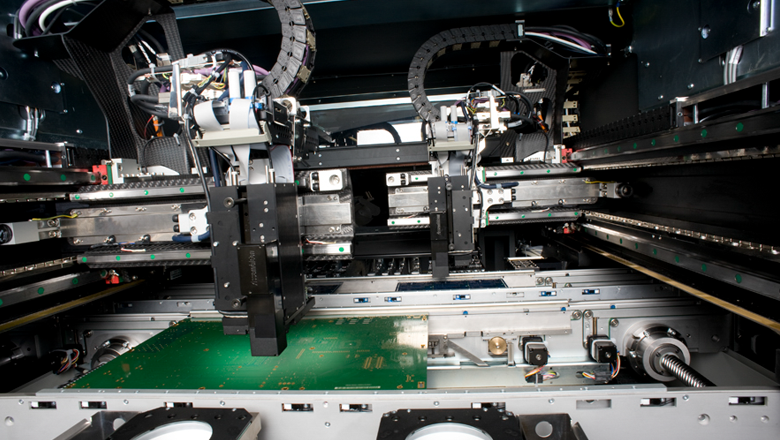
The iFlex pick & place SMT (Surface Mount Technology) placement machines introduced by K&S are based on the ‘dual lane’ concept. Sentech's optical sensor assemblies are used for reliable detection of printed circuit boards (PCBs). This solution emerged as the best in an open innovation process for a complex detection problem.
The board transport module has been completely redesigned and re-engineered for this purpose. The detection of printed circuit boards (PCBs) presented the necessary challenges until the very end, which were effectively resolved through close collaboration between K&S, Frencken Mechatronics, and Sentech.
Reliable detection of PCBs in SMT machines
Marco Leeggangers, business development manager at Sentech, on the challenge: “The challenge was to detect a wide variety of PCBs, in a limited space and with very high reliability. These three factors led to a very close collaboration between the engineers of all involved companies.”
In the old system, a sensor looked at the underside of the board. “Due to the limitation in construction space, the number of required sensors, and the wide variation in the shape of the PCBs, it was decided to detect from the side. However, to do that, space was needed again, and that was precisely what was lacking.”
To find a good sensor solution for this, Sentech conducted tests with different types of printed circuit boards. It quickly became clear that fiberglass was not the solution.
“The light intensity is not evenly distributed. If a thin PCB passes underneath the spotlight, there is such a low ‘signal drop’ that it does not fall below the threshold, and therefore the PCB is not detected.”
Custom sensor solution – optical sensors from STM
Sentech found the solution in an optical sensor from STM. Leeggangers: “With miniature optical sensors, a much more uniform light distribution of the light beam is achieved. For this, we found a small optical transmissive system with a separate amplifier at the German STM Sensors. Due to the separate amplifier functionality, we could integrate 9 or 18 amplifier circuits on one printed circuit board. This saves costs. So we opted for a sensor assembly with a control board, which also communicates with the control system via EtherCAT.”
To evenly distribute light intensity, STM has developed its own LED. In this process, a plastic layer is applied to the die using an injection molding process. The curvature of this layer is measured during growth.
Once the optimal curvature is reached, allowing the light to exit beautifully straight, the process stops, resulting in a lovely uniform exit angle.
After a follow-up test with the new and standard LED, the narrow beam still caused problems, especially with different shapes of reflections. This showed that not a bundled source, but a ‘very large, diverging lamp’ gave the best results. Affordable LEDs were the solution to a high-tech problem in this case.
Complex sensor challenge?
We'd be happy to help you think things through. Ask your question.